Jak zrobić fajkę z cyny - zrób to sam cynowe rury
Budowniczowie domów próbują wybrać najbardziej budżetowe opcje rozwiązania problemów. Dlatego pytanie, jak zrobić fajkę z cyny własnymi rękami, jest istotne dla wielu rzemieślników-amatorów. W końcu domowy produkt rurowy wykonany z cyny można porównać do rynien lub osłonek, które leżą na półkach w wyspecjalizowanych sklepach.

Dlatego musisz dowiedzieć się więcej o procesie tworzenia rurki cynowej, która ma cechy charakterystyczne dla produktów fabrycznych.


Cechy materiału źródłowego
Zanim zaczniesz robić rurę z blachy, powinieneś zapoznać się z materiałem, z którego zostanie wykonana rura i jej cechami. Na początek warto powiedzieć, że są to produkty typu walcowania, innymi słowy, cyna to blacha stalowa, która przeszła przez walce walcarki i ma grubość 0,1-0,7 mm.
Oprócz operacji walcowania, technologia produkcji blachy białej obejmuje obróbkę gotowych produktów walcowanych przed powstaniem procesów korozyjnych. W tym celu na stal po walcowaniu nakłada się warstwę materiału, która nie podlega korozji.

Efektem wykonanych czynności jest blacha stalowa, której szerokość może wahać się od 512 do 1000 mm, pokryta powłoką chromową lub cynkową. Gotowy produkt jest plastikowy, dzięki czemu można łatwo manipulować puszką. W tym przypadku usztywnienia walcowane można porównać pod względem wytrzymałości z wyrobami stalowymi. Pozwala to na wykorzystanie blachy w produkcji wyrobów o złożonej konstrukcji.
Maszyna do produkcji rynien | PKP STANBOX
Produkujemy kompletny zestaw do produkcji rur drenażowych ze stali ocynkowanej. Również na tych maszynach można wykonać kolanka, lejki i inne elementy systemu odwadniającego z blachy ocynkowanej. Dodatkowo zestaw maszyn znajduje zastosowanie przy produkcji kominów, elementów wentylacyjnych, obudów okładzin izolacyjnych sieci ciepłowniczych.
Krótki opis pracy:
- Na giętarce zginamy leżącą fałdę
- Za pomocą rolek zwijamy cylinder przyszłej rury
- Zatrzaskiwamy uzyskaną wcześniej fałdę i szewiarka zwija ją do stanu zgrzewu
- Rozwijarka pozwoli na zwijanie usztywnień, zwężanie (fałdowanie) oraz wykonanie grzbietów do montażu lejków i kolana
Maszyna pakująca

Masywne zawiasy i ciężka belka gnąca pozwalają na równomierne i precyzyjne zagięcie wręgu, od którego zależy jakość połączenia na rurze spustowej. Wszystkie giętarki składane wykonane są ze stali 09g2s, co znacznie ogranicza ich zużycie. Maszyna służy również do gięcia żeber rynny, a także innych elementów mocujących przy produkcji elementów odwadniających.
Ręczne rolki

Maszyna do zwijania rur i innych elementów rynnowych z wysuniętym na bok górnym wałem wspornikowym w celu łatwego zdejmowania zwiniętej rury. Walce z tej serii posiadają mechanikę szybkiego ruchu wałów, co zwiększa prędkość pracy na maszynie, a elementy sterujące umieszczone z jednej strony maszyny upraszczają pracę, zwiększając tym samym produktywność.
Składany wspornik

Osadowy pozwala na szybką pracę, ponieważ zacisk wykonuje się jednym ruchem dźwigni - mimośrodem. Specjalna konstrukcja górnej części tułowia gwarantuje wystarczający nacisk na metal i całkowitą szczelność spęczającego szwu. Dodatkowo skurcz szwu można wykorzystać do zszywania krawędzi blachy zagiętej o 180 stopni (krawędź wzmocniona).
Ręczna falcerka
Frezowanie ręczne z pełnym zestawem rolek (wywijanie, żebro usztywniające i ryflowanie) do wykonywania operacji frezowania na wszystkich elementach systemu drenarskiego. Istnieje również możliwość zamówienia rolek do cięcia metalu oraz wykorzystania zygmatu jako obcinarki do blachy - przecinarki tarczowej.
We wszystkich naszych maszynach obrotowe zespoły podatne na tarcie (czopy wału, rolki, ruchome mimośrody itp.) Są wykonane na łożyskach, co eliminuje potrzebę ciągłego smarowania, eliminuje luzy i gwarantuje swobodny obrót przez cały okres eksploatacji maszyny.
Istnieje również możliwość zamówienia maszyn wyposażonych w e-mail. napęd mechaniczny.
Zwykle maszyny są zawsze dostępne, wysyłane z warsztatu. Prosimy o kontakt w celu przedstawienia różnych opcji pełnego zestawu.
valci.ru
Wymagane narzędzia
Lista narzędzi i urządzeń niezbędnych do wykonania ocynkowanych rur kominowych własnymi rękami wynika z właściwości cyny, w szczególności miękkości i plastyczności. Obróbka tego rodzaju materiału nie wymaga stosowania specjalnych wysiłków, które są niezbędne do pracy z materiałami arkuszowymi.
Dlatego przy produkcji rur blaszanych do komina wymagany jest następujący zestaw narzędzi:
- Nożyczki do cięcia metalu. To narzędzie ułatwia cięcie materiału arkusza na żądane kawałki, ponieważ największa grubość arkusza sięga 0,7 mm.
- Młotek z miękką główką. Możesz również użyć drewnianego młotka, młotka lub stalowego narzędzia z miękkim gumowym uchwytem. Jednak ta ostatnia opcja jest używana bardzo ostrożnie lub wcale nie jest brana, ponieważ może spowodować odkształcenie cienkiej blachy i zrujnować całą pracę.
- Szczypce. Za pomocą tego narzędzia rozwiązują pytanie, jak zginać rurę wykonaną z cyny, ponieważ jest to stal, chociaż jest cienka, dlatego nie można jej zgiąć rękami.
- Stół Rzemieślniczy. To urządzenie jest niezbędne podczas cięcia materiału i wykonywania oznaczeń.
- Element kalibrujący. Może to być produkt rurowy o średnicy powyżej 10 centymetrów, a także narożnik o krawędziach 7,5 centymetra. Elementy te muszą być dobrze zamocowane, gdyż nitowanie złącza doczołowego zostanie wykonane na ich powierzchni.
Oprócz tych narzędzi należy przygotować linijkę lub taśmę mierniczą oraz marker, czyli stalowy pręt z ostrą krawędzią.
Etap III. Przygotowujemy elementy drenażowe
A więc teraz zastanówmy się, czy zdecydujesz się kupić ocynkowaną blachę i samodzielnie zbudować odpływ do swojego domu. Praca ze stalą ocynkowaną nie jest trudna, ponieważ jej warstwa ochronna jest dostatecznie odporna na ścieranie i uszkodzenia, dzięki czemu takie części można łatwo wygiąć, a nawet poddać uderzeniom. Najważniejsze, aby podczas pracy unikać głębokich rys, to wszystko.
Najłatwiejszym sposobem cięcia przemysłowych ocynkowanych rynien jest pilnik o drobnych zębach - piła do metalu lub specjalna piła do metalu. A do robienia małych otworów użyj specjalnych metalowych nożyczek. Ale tu jest jeden punkt: do ocynkowanych rynien nie można używać szlifierki kątowej takiej jak szlifierka, ponieważ podgrzewa stal i niszczy ocynkowaną powłokę.
Półfabrykaty należy wykonać wcześniej - są to szablony dla wszystkich elementów rynny. Na przykład w przypadku lejka jest to odcinek pierścienia, a dla rury jest to prostokąt. Co więcej, z łatwością poradzisz sobie z tym wszystkim samodzielnie, a maszyny przemysłowe lub domowe tylko ułatwią Ci ten proces. Dziś można kupić dość zróżnicowany sprzęt do gięcia dla tej branży, na przykład giętarki do blach rolkowych lub giętarkę, a nawet belki rolkowe:
Oto elementy, które będziesz musiał wykonać:
Lub nawet ogranicz się do tak genialnie prostej opcji, która ma prawo do życia dla małego wiejskiego domu lub budynku ogrodowego:

Aby wykonać wysokiej jakości system odwadniający z tego materiału, nie potrzebujesz tak dużo:
- ocynkowane blachy żelazne o grubości około 0,7 mm;
- zwykłe nożyczki do metalu;
- młotek, pobijak i szczypce.
Wykonaj wszystkie zamknięte ocynkowane produkty rynnowe ze złączem na szew. Jest to zamek, w który są połączone fałdy, i jest dość szczelny. Najłatwiejszym sposobem jest wykonanie pojedynczego zagięcia z prostym układem na krawędziach i dwoma zagięciami. Jeśli chcesz zrobić coś bardziej skomplikowanego, skieruj fałdy w przeciwnych kierunkach. W przypadku rur spustowych wystarczy szew o szerokości od 4 do 10 mm, więc nie komplikuj całego procesu. Nawiasem mówiąc, prawie wszystkie ocynkowane rynny są połączone metodą fałdową. Dzięki temu możesz bezpiecznie wykonywać narożniki i trójniki o dowolnym nachyleniu, kącie i konfiguracji.
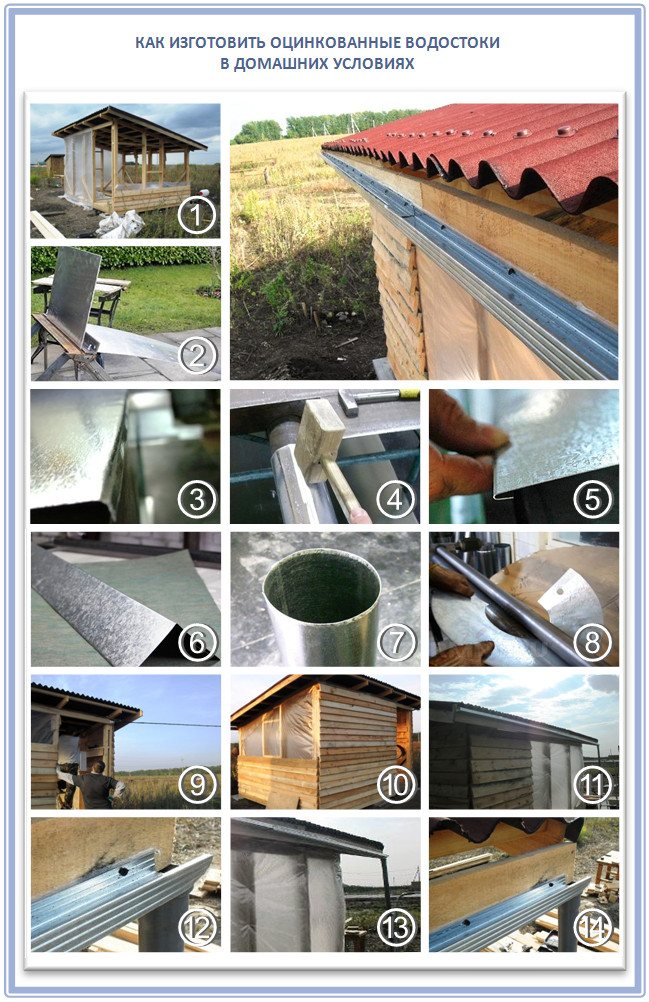
Oto jedna z najpopularniejszych metod wykonywania ocynkowanych elementów rynnowych:
- Krok 1. Ostrożnie rozważ samą galwanizowaną blachę: musi być równa, o jednolitej powierzchni i obrobionych krawędziach. A kiedy zaczniesz projektować swój przyszły system odwadniający, osobno nakreśl wszystkie potrzebne elementy. Następnie połóż ocynkowaną blachę na twardej powierzchni i narysuj wzór przyszłej części ostrym przedmiotem.
- Krok 2. Jeśli pracujesz nad wykonaniem rury, szerokość wzoru powinna być równa przyszłej średnicy produktu plus 12 centymetrów z każdej strony na szew. Zwiększ także długość odpływu o kilka centymetrów. Teraz za pomocą metalowych nożyczek wytnij obrabiany przedmiot, zarysuj fałdę i zagnij krawędzie młotkiem. Do tego wystarczy tylko pół centymetra.
- Krok 3. Nadanie obrabianemu przedmiotowi kształtu rury spustowej będzie łatwe: wystarczy owinąć go wokół przedmiotu o pożądanym kształcie, na przykład plastikowej rury.
- Krok 4. Teraz przytnij rynny i rury metalową piłą do metalu. Wszystkie zadziory należy dokładnie wyczyścić zwykłym pilnikiem, w przeciwnym razie będą przeszkadzać w uszczelnieniu połączeń drenażowych.
- Krok 5. Po prostu zawiń krawędzie pasków w stalowy narożnik, a następnie zwiń arkusz i zabezpiecz go młotkiem.
- Krok 6. Teraz wykonaj zakładkę w kształcie litery L i zaczep rąbek w zamku. Zabezpiecz tę krawędź, uderzając w krawędzie młotkiem. Wystarczy przestrzegać wszystkich środków ostrożności, aby nie skaleczyć się lub nie skaleczyć ostrymi krawędziami puszki.
Oto dobry przykład prostej rynny ze stali ocynkowanej:
Jedyną trudnością, z jaką będziesz musiał się zmierzyć, jest dokowanie ze sobą samodzielnie wykonanych elementów. Aby to zrobić, lekko popraw krótszą krawędź arkusza przed zawinięciem go, aby okazał się cieńszy o kilka milimetrów.
Oto kolejna praktyczna instrukcja pracy z tym materiałem:
- Krok 1. W przypadku rury należy wyciąć półfabrykat z litego arkusza, z jednej strony na 3,40 metra, a z drugiej na 3,30 metra.
- Krok 2. Teraz wykonujemy szwy na rurę po obu stronach. Aby to zrobić, na metalowym narożniku po prostu wygnij krawędzie ulotek o 7 mm za pomocą młotka i zgnij je w różnych kierunkach od siebie pod kątem 90 stopni.
- Krok 3. Odwróć obrabiany przedmiot zagiętymi rogami do góry i młotkiem wykańczamy ten kąt do 130-150 stopni.
- Krok 4. W rezultacie obrabiany przedmiot powinien wystawać tylko 1 cm z narożnika i uderzać go młotkiem na całej długości narożnika. Wykonuj te uderzenia, aby były silne i pewne. Twój młotek powinien leżeć dokładnie na płaszczyźnie narożnika, a jednocześnie nie odchylać się ani w prawo, ani w lewo, aby nie uszkodzić szwu.
- Krok 5. Teraz ściskamy obrabiany przedmiot wokół innej rury i łączymy szwy. Następnie obrabiany przedmiot jest uderzany młotkiem w miejscu przylegania, aż rogi zostaną całkowicie skrzyżowane.
- Krok 6. Cięcie gotowej rury na osobne elementy pomoże ci w najzwyklejszym otwieraczu do puszek, co jest dziwne. Dopiero po cięciu oczyść krawędzie.
Jeśli wszystko wykonałeś poprawnie, Twoje części powinny łatwo dopasować się do innych elementów systemu rynnowego, nawet tych fabrycznych.
Etap przygotowawczy
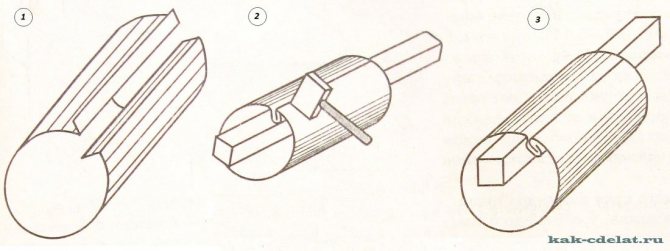
Najpierw na arkuszu blachy nanoszone są oznaczenia, wzdłuż których będzie cięty półfabrykat. Innymi słowy, niezbędna część jest wycinana z pewnego arkusza metalu, z którego zostanie utworzony kontur przyszłej rury. Proces znakowania przebiega w następujący sposób: arkusz układa się na stole warsztatowym, a odcinek równy długości rury mierzy się od górnej krawędzi. Tutaj znak jest robiony przez marker.

Następnie za pomocą kwadratu narysowana jest linia wzdłuż tego znaku prostopadle do krawędzi bocznej. Teraz wzdłuż tej linii obwód rury, to samo dzieje się wzdłuż górnej krawędzi. Jednocześnie dodaje się około 1,5 cm wzdłuż obu krawędzi, aby utworzyć krawędzie łączące. Górne i dolne znaki są połączone, a obrabiany przedmiot jest wycinany.
Aby określić obwód, możesz użyć taśmy mierniczej lub przypomnieć sobie szkolny kurs geometrii.
Jak zrobić korpus rury z cyny
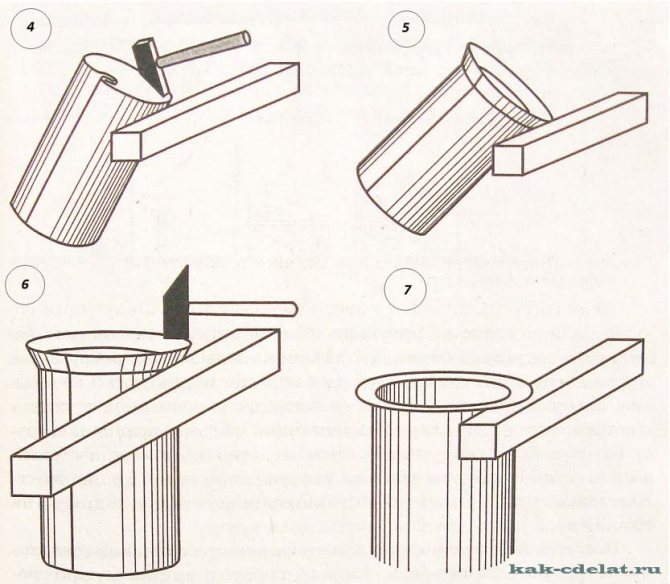
Celem tego etapu jest uformowanie profilu rury. Linia jest rysowana wzdłuż długości przedmiotu obrabianego na dole i na górze, wzdłuż której fałdy zostaną zgięte. W tym przypadku po jednej stronie mierzy się 5 mm, a po drugiej 10 mm. Fałdy należy wygiąć pod kątem 90 °. Aby to zrobić, obrabiany przedmiot układa się na stalowym narożniku, wyrównując linię zagięcia z krawędzią narożnika. Uderzając w krawędź młotkiem, zegnij go do prostopadłej strony narożnika.
Zaleca się stopniowe zginanie produktu, przesuwając młotkiem na całej jego długości. W takim przypadku możesz rozpocząć gięcie za pomocą szczypiec.

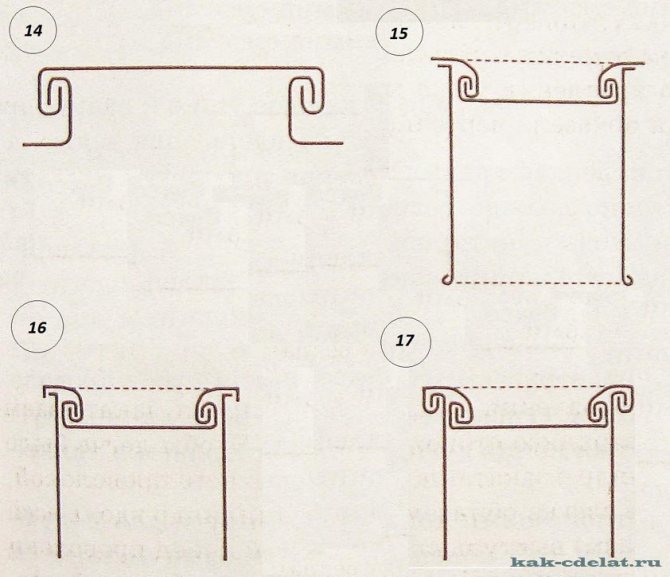
Teraz przy zgięciu, którego wielkość wynosi 10 mm, wykonuje się jeszcze jedną fałdę, tworząc rodzaj litery G. Podczas składania fałdy należy upewnić się, że górna fałda jest równoległa do obrabianego przedmiotu, i jego długość wynosi 5 milimetrów. Dlatego podczas rysowania linii zagięcia z jednej strony zmierz raz 0,5 cm, a z drugiej strony - dwa razy po 0,5 cm.
Mocowanie ocynkowanego dna
Głównym materiałem do produkcji dna będzie blacha ocynkowana. Najbardziej odpowiednią opcją byłaby odpowiednia długość arkusza do wymiarów ramy łodzi. Jeśli nie można kupić żelazka tego rozmiaru, możesz wziąć dwa arkusze, ale podczas budowy łodzi mogą pojawić się pewne trudności. Główne czynności podczas wykonywania takiej pracy to:
- Wytnij kawałek ocynkowanej stali wzdłuż dna łodzi. W tym celu kontur można obrysować markerem i odciąć.
- W dolnych częściach boków nakładamy szczeliwo prostą linią, na którą kładzie się specjalny gwint. Jeśli nie ma ani jednego, ani drugiego, wszystko można zastąpić farbą i holowaniem. Działania te zapobiegną wyciekowi łodzi.
- Na wierzch kładziemy ocynkowany.
- Naprawiamy za pomocą wkrętów samogwintujących z podkładką dociskową lub gwoździami (1,8x32). Musisz zacząć mocować od środka do krawędzi. Odległość między wiązaniami wynosi około 2-5 cm.
- Wystające, ocynkowane żelazo jest przycinane i stukane młotkiem.
- Następnie musisz wzmocnić nos. Robimy to również za pomocą cyny.
Zalecamy przeczytanie: Jakie cechy ma łódź pilotowa?

Dalsze prace polegają na lakierowaniu i suszeniu łodzi. Suszenie zawsze odbywa się w cieniu. Jeśli chcesz, możesz zabezpieczyć spód przed korozją, pokryty jest farbą olejną w kilku warstwach.
YouTube odpowiedział błędem: Przekroczono dzienny limit. Limit zostanie zresetowany o północy czasu pacyficznego (PT). Możesz monitorować wykorzystanie limitów i dostosowywać limity w konsoli API: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
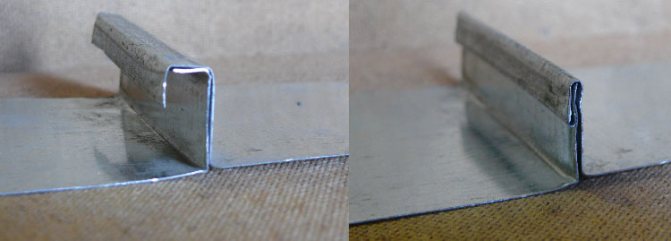
Przetwarzanie połączenia szwu
Ostatni etap polega na obróbce szwu czołowego, czyli zaciśnięciu go. Aby to zrobić, górna część fałdy w kształcie litery L jest złożona, owijając krawędź drugiej fałdy. Rezultatem powinien być rodzaj kanapki prostopadłej do rury. Aby uzyskać spoinę czołową, należy docisnąć kanapkę do produktu.

Dla większej niezawodności połączenie doczołowe jest wzmocnione nitami. Jednak rury wykonane z cyny zrób to sam za pomocą tej metody łączenia nie wymagają dodatkowego wzmocnienia.
Jak zrobić fajkę z cyny - zrób to sam cynowe rury
Budowniczowie domów próbują wybrać najbardziej budżetowe opcje rozwiązania problemów. Dlatego pytanie, jak zrobić fajkę z cyny własnymi rękami, jest istotne dla wielu rzemieślników-amatorów. W końcu domowy produkt rurowy wykonany z cyny można porównać do rynien lub osłonek, które leżą na półkach w wyspecjalizowanych sklepach.
Dlatego musisz dowiedzieć się więcej o procesie tworzenia rurki cynowej, która ma cechy charakterystyczne dla produktów fabrycznych.
Cechy materiału źródłowego
Zanim zaczniesz robić rurę z blachy, powinieneś zapoznać się z materiałem, z którego zostanie wykonana rura i jej cechami. Na początek warto powiedzieć, że są to produkty typu walcowania, innymi słowy, cyna to blacha stalowa, która przeszła przez walce walcarki i ma grubość 0,1-0,7 mm.
Oprócz operacji walcowania, technologia produkcji blachy białej obejmuje obróbkę gotowych produktów walcowanych przed powstaniem procesów korozyjnych. W tym celu na stal po walcowaniu nakłada się warstwę materiału, która nie podlega korozji.
Efektem wykonanych czynności jest blacha stalowa, której szerokość może wahać się od 512 do 1000 mm, pokryta powłoką chromową lub cynkową. Gotowy produkt jest plastikowy, dzięki czemu można łatwo manipulować puszką. W tym przypadku usztywnienia walcowane można porównać pod względem wytrzymałości z wyrobami stalowymi. Pozwala to na wykorzystanie blachy w produkcji wyrobów o złożonej konstrukcji.
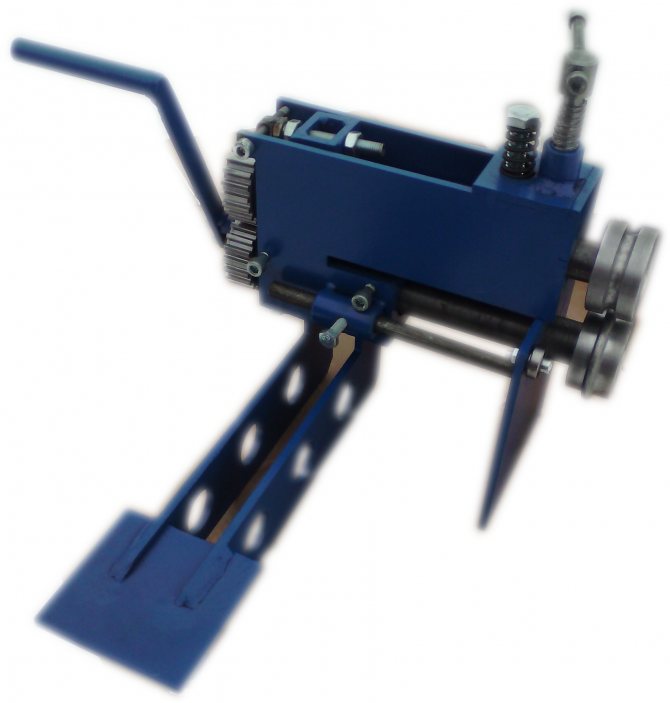
Walcarka do rur profilowanych w produkcji iw domu + wideo
Konstrukcje metalowe są zawsze bardzo popularne ze względu na swoją wytrzymałość, w wyniku czego walcarka do rury profilowej nie będzie stać bezczynna w żadnym zakładzie, a także nie będzie bolała w domu.
1 Co to jest walcownia do produkcji kształtowanej rury
Piękny nowoczesny regał, aluminiowa drabina, szklarnia w gospodarce podmiejskiej, daszek nad drzwiami - to wszystko najczęściej wykonane jest z profili metalowych. Mogą być prostokątne (w tym kwadratowe), wielokątne i owalne, nie wspominając o okrągłych rurach. Te wyroby ze stali i aluminium są produkowane na specjalnych walcowniach. Niezależnie od kształtu i kalibru przekroju, produkcja profili może odbywać się w pełnym cyklu, czyli zaczynając od surowców, a kończąc na wyrobach gotowych lub jedynie poprzez obciskanie na zimno konwencjonalnej rury okrągłej.
Zalecamy zapoznanie się
Technologia formowania wyrobów z wlewków lub nawet z odlewem wstępnym realizowana jest na dużych liniach przemysłowych, gdzie obrabiany przedmiot przechodzi kilka etapów obróbki. W produkcji tej wykorzystywane są odlewnie i walcownie, dwu- lub wielostanowiskowe odwracalne linie ciągłe, a także walcownie na zimno. Wszystkie powyższe jednostki lub tylko niektóre z nich mogą być zaangażowane w jeden kompleks przemysłowy. W przypadku braku odlewania na początku procesu technologicznego jako surowiec stosuje się wlewki metalowe.
Wiele konstrukcji metalowych nie wymaga specjalnej wytrzymałości, a profile do nich nie muszą mieć określonych właściwości, takich jak wysoki stopień elastyczności czy wysoka wytrzymałość na rozciąganie. W takim przypadku wystarczy wytworzyć wyroby stalowe i aluminiowe metodą walcowania na zimno w rolkach z okrągłej rury. Podobną linię można zmontować w małym pomieszczeniu, a dla produktów o małych rozmiarach oddzielny młyn można łatwo zainstalować w warsztacie domowym na obszarze podmiejskim. Najważniejsze jest to, że w pobliżu nie ma kwater mieszkalnych, ponieważ hałas związany z obróbką metalu przez kompresję jest dość silny.
2 Jak działa zwijarka do rur profilowych
Rozważmy różne sekwencje obróbki przedmiotu przed przekształceniem go w gotowy profil.Rozpocznijmy proces odlewania i walcowania, gdy zaraz po maszynie do ciągłego odśrodkowego odlewania grubościennego kęsa zainstalowany jest młyn z walcami, które w momencie wejścia do formy zaczynają formować wydrążony cylinder odlewniczy. Technologia ta zapewnia stosowanie wysokiej temperatury resztkowej produktu. Takie linie nazywane są liniami rozkwitającymi, z których odchodzą detale do dalszego, dokładniejszego walcowania, które są wstępnie przycinane do wymaganego rozmiaru nożycami mechanicznymi lub piłami.
Maszyna do walcowania ciągłego do produkcji rur kształtowanych bez szwu to linia złożona z szeregu jednostek, do których jako surowiec podawany jest wlewek lub krąg stalowy, którego wymiary są wstępnie wprowadzone na rysunkach. Dzięki zastosowaniu walców krzyżowo-helikalnych na frezarce do przebijania powstaje wgłębienie w przedmiocie obrabianym, w wyniku którego uzyskuje się produkt pośredni - tuleję. Uformowana jest w nim jednakowa średnica wewnętrzna za pomocą dyszy na trzpieniu kalibracyjnym z przerywanym okresowym zewnętrznym biegiem na kształtowym młynie.
Innym sposobem wykonania rur jest spawanie ich piecem z metalowej taśmy. Wstępnie zwinięty w rolkę, po wejściu na linię produkcyjną jest rozwijany, zgrzewany do końca poprzedniej już zaangażowanej w proces techniczny i przesyłany do walcowni poprzez piec gazowy. Tam taśma jest zwijana w rurkę, przechodząc przez 12 rolek, z których każda para jest połączona z miernikiem. Gdy krawędzie zwojów są połączone, metal podgrzany w piecu do 1350 stopni jest sam spawany. Piły mechaniczne dzielą gotowy produkt na sekcje, które są kalibrowane i wysyłane do kolejnego walca z rolkami miażdżącymi ściany, aż do uformowania pożądanego profilu.
Najprostszą opcją są produkty walcowane na zimno z gotowych okrągłych rur. W rzeczywistości jest to oddzielnie zaangażowany ostatni etap wcześniej opisanego procesu technicznego, z tą tylko różnicą, że gotowe rury metalowe z pierścieniowym nacięciem są początkowo kupowane jako surowiec. Rolki o odpowiednim kształcie wnęki montuje się w rzędach parami, przy czym każdy rząd obraca się w przeciwnym kierunku. Ogólnie rzecz biorąc, taka jednostka zajmuje mało miejsca, a najmniejsze modele można zainstalować w warsztacie domowym.
Do walcarki potrzebujesz przede wszystkim niezawodnej podstawy, przykręconej do ciężkiego stołu warsztatowego lub bezpośrednio do betonowej podłogi, aby mechanizm nie drgnął podczas pracy.
Wymagane narzędzia
Lista narzędzi i urządzeń niezbędnych do wykonania ocynkowanych rur kominowych własnymi rękami wynika z właściwości cyny, w szczególności miękkości i plastyczności. Obróbka tego rodzaju materiału nie wymaga stosowania specjalnych wysiłków, które są niezbędne do pracy z materiałami arkuszowymi.
Dlatego przy produkcji rur blaszanych do komina wymagany jest następujący zestaw narzędzi:
- Nożyczki do cięcia metalu. To narzędzie ułatwia cięcie materiału arkusza na żądane kawałki, ponieważ największa grubość arkusza sięga 0,7 mm.
- Młotek z miękką główką. Możesz również użyć drewnianego młotka, młotka lub stalowego narzędzia z miękkim gumowym uchwytem. Jednak ta ostatnia opcja jest używana bardzo ostrożnie lub wcale nie jest brana, ponieważ może spowodować odkształcenie cienkiej blachy i zrujnować całą pracę.
- Szczypce. Za pomocą tego narzędzia rozwiązują pytanie, jak zginać rurę wykonaną z cyny, ponieważ jest to stal, chociaż jest cienka, dlatego nie można jej zgiąć rękami.
- Stół Rzemieślniczy. To urządzenie jest niezbędne podczas cięcia materiału i wykonywania oznaczeń.
- Element kalibrujący. Może to być produkt rurowy o średnicy powyżej 10 centymetrów, a także narożnik o krawędziach 7,5 centymetra.Elementy te muszą być dobrze zamocowane, gdyż nitowanie złącza doczołowego zostanie wykonane na ich powierzchni.
Oprócz tych narzędzi należy przygotować linijkę lub taśmę mierniczą oraz marker, czyli stalowy pręt z ostrą krawędzią.
Etap przygotowawczy
Najpierw na arkuszu blachy nanoszone są oznaczenia, wzdłuż których będzie cięty półfabrykat. Innymi słowy, niezbędna część jest wycinana z pewnego arkusza metalu, z którego zostanie utworzony kontur przyszłej rury. Proces znakowania przebiega w następujący sposób: arkusz układa się na stole warsztatowym, a odcinek równy długości rury mierzy się od górnej krawędzi. Tutaj znak jest robiony przez marker.
Następnie za pomocą kwadratu narysowana jest linia wzdłuż tego znaku prostopadle do krawędzi bocznej. Teraz wzdłuż tej linii obwód rury, to samo dzieje się wzdłuż górnej krawędzi. Jednocześnie dodaje się około 1,5 cm wzdłuż obu krawędzi, aby utworzyć krawędzie łączące. Górne i dolne znaki są połączone, a obrabiany przedmiot jest wycinany.
Jak zrobić korpus rury z cyny
Celem tego etapu jest uformowanie profilu rury. Linia jest rysowana wzdłuż długości przedmiotu obrabianego na dole i na górze, wzdłuż której fałdy zostaną zgięte. W tym przypadku po jednej stronie mierzy się 5 mm, a po drugiej 10 mm. Fałdy należy wygiąć pod kątem 90 °. Aby to zrobić, obrabiany przedmiot układa się na stalowym narożniku, wyrównując linię zagięcia z krawędzią narożnika. Uderzając w krawędź młotkiem, zegnij go do prostopadłej strony narożnika.
Zaleca się stopniowe zginanie produktu, przesuwając młotkiem na całej jego długości. W takim przypadku możesz rozpocząć gięcie za pomocą szczypiec.
Teraz przy zgięciu, którego wielkość wynosi 10 mm, wykonuje się jeszcze jedną fałdę, tworząc rodzaj litery G. Podczas składania fałdy należy upewnić się, że górna fałda jest równoległa do obrabianego przedmiotu, i jego długość wynosi 5 milimetrów. Dlatego podczas rysowania linii zagięcia z jednej strony zmierz raz 0,5 cm, a z drugiej strony - dwa razy po 0,5 cm.
Po zakończeniu formowania fałd można przystąpić do formowania korpusu rury. W tym celu na elemencie kalibrującym umieszcza się czysty arkusz i stuka młotkiem lub innym odpowiednim narzędziem w celu uzyskania profilu o określonym kształcie. Obrabiany przedmiot najpierw przyjmuje kształt litery U, a następnie staje się okrągły. W takim przypadku fałdy należy połączyć ze sobą.
maszyny do gięcia kominów i rur
Metal Master oferuje szeroką gamę ręcznych maszyn kominowych. Sprzedawany sprzęt wyróżnia się niezawodnością, jakością wykonania oraz niskim kosztem.
Przez długi czas naszej pracy (12 lat) otrzymaliśmy ogromną ilość pozytywnych opinii od zadowolonych klientów.
Wideo: przegląd giętarki do kominów
Wideo: przegląd rolek do gięcia rur
Pomożemy Ci znaleźć porządną zaginarkę do wykonywania kominów. Poniżej znajdziesz praktyczne porady, po wysłuchaniu których możesz wybrać najlepszą opcję dla swojej produkcji:
- Wybierz jednostkę z marginesem. Powinien pozwolić na obróbkę metalu o 30-50 procent grubszego;
- Dokładnie zapoznaj się z charakterystyką techniczną maszyny. Musisz dokładnie znać kształt części metalowych, które będziesz produkować przez kilka następnych lat. Jaki sprzęt jest wymagany, stacjonarny czy mobilny? Wszystko zależy od miejsca instalacji;
- Czy potrzebujesz dodatkowych opcji do wysokiej jakości pracy (rolki, stoły podporowe)?
Jeśli potrzebujesz maszyny mobilnej do warsztatu lub na plac budowy, najlepszym rozwiązaniem będzie zakup ręcznej giętarki nieprzekraczalnej.
Waga takiego sprzętu nie przekracza 250 kg., Grubość blachy może wynosić od 0,63 mm do 1,5 mm, długość arkusza (1040 mm do 2050 mm).
Giętarki do blachy Metal Master serii LBM i LBA doskonale sprawdzają się przy rozwiązywaniu problemów technologicznych na ograniczonej przestrzeni produkcyjnej. Prace warsztatowe wymagają niezawodnej i trwałej technologii, takiej jak ręczne giętarki z pełnym otworem.
Obecność specjalnych polerowanych podkładek pozwoli Ci pracować z metalem pokrytym farbą i lakierem lub powłoką polimerową.
Aby wykonać bardzo precyzyjne gięcie blachy i stworzyć z niej wyrób o złożonym kształcie, na przykład komin, potrzebna będzie segmentowa giętarka do blach (łatwa regulacja docisku blachy, obecność kompensator sprężynowy, nie ma ograniczeń co do głębokości posuwu półfabrykatu).
Transmisja ONLINE z pokoju demonstracyjnego Metal Master
metalmaster.ru
Przetwarzanie połączenia szwu
Ostatni etap polega na obróbce szwu czołowego, czyli zaciśnięciu go. Aby to zrobić, górna część fałdy w kształcie litery L jest złożona, owijając krawędź drugiej fałdy. Rezultatem powinien być rodzaj kanapki prostopadłej do rury. Aby uzyskać spoinę czołową, należy docisnąć kanapkę do produktu.
Dla większej niezawodności połączenie doczołowe jest wzmocnione nitami. Jednak rury wykonane z cyny zrób to sam za pomocą tej metody łączenia nie wymagają dodatkowego wzmocnienia.
Jak zrobić ocynkowaną rurę własnymi rękami?
Możesz swobodnie kupować rury ocynkowane, ale koszt takich produktów jest dość wysoki, więc chęć wykonania rury ocynkowanej własnymi rękami jest podyktowana przede wszystkim względami ekonomicznymi.
Jednocześnie produkcja rur ocynkowanych nie wymaga użycia specjalnych wysiłków, specjalnych drogich osprzętu i narzędzi oraz jakiejś profesjonalnej wiedzy, więc każdy rzemieślnik domowy może sobie z tym poradzić, w którego arsenale znajduje się zestaw standardowej stolarki przybory.
Proces montażu ramy
Po przygotowaniu wszystkich części do łodzi przechodzimy do bezpośredniego procesu montażu łodzi ze stali ocynkowanej i desek własnymi rękami. Aby to zrobić, musisz wykonać następujące czynności:
Zalecana literatura: Jakie są cechy łodzi Riviera?
- Na dziobie konieczne jest połączenie dwóch boków i trójkątnego półfabrykatu na łuk. Jako elementy łączące można zastosować gwoździe lub wkręty samogwintujące. Jeśli blok wystaje ponad boki, należy go pociąć na jeden poziom.
- Następnym krokiem jest zainstalowanie tymczasowej przekładki. Do tego procesu należy podejść ostrożnie. Aby podczas zginania boki nie pękały, przekładka jest piłowana pod niezbyt dużym kątem.
- Po zamontowaniu elementu dystansowego konieczne jest dalsze zagięcie boków. Lina lub para pomocników wykona zadanie.
- Zastępujemy tylną część, dopasowujemy, usuwamy niezbędną fazę. Musisz dobrze pasować, aby nie pozostawiać luk. Wszystko powinno ciasno pasować.
- Po zakończeniu dopasowania młotkujemy boki i odpiłowujemy wszystkie występy.
- Po zamontowaniu boków montujemy rozpórki stałe, usuwając tymczasowe. Ilość szczegółów do ustawienia zależy od preferencji właściciela.
Przed przymocowaniem elementów drewnianych za pomocą gwoździ lub wkrętów samogwintujących warto wstępnie wywiercić otwory wiertłem. Ta metoda zapobiega pękaniu desek.
Ostatnim etapem montażu konstrukcji drewnianej będzie fazowanie dolnych części boków, podkładki dystansowe i nałożenie ochronnej warstwy antyseptycznej.
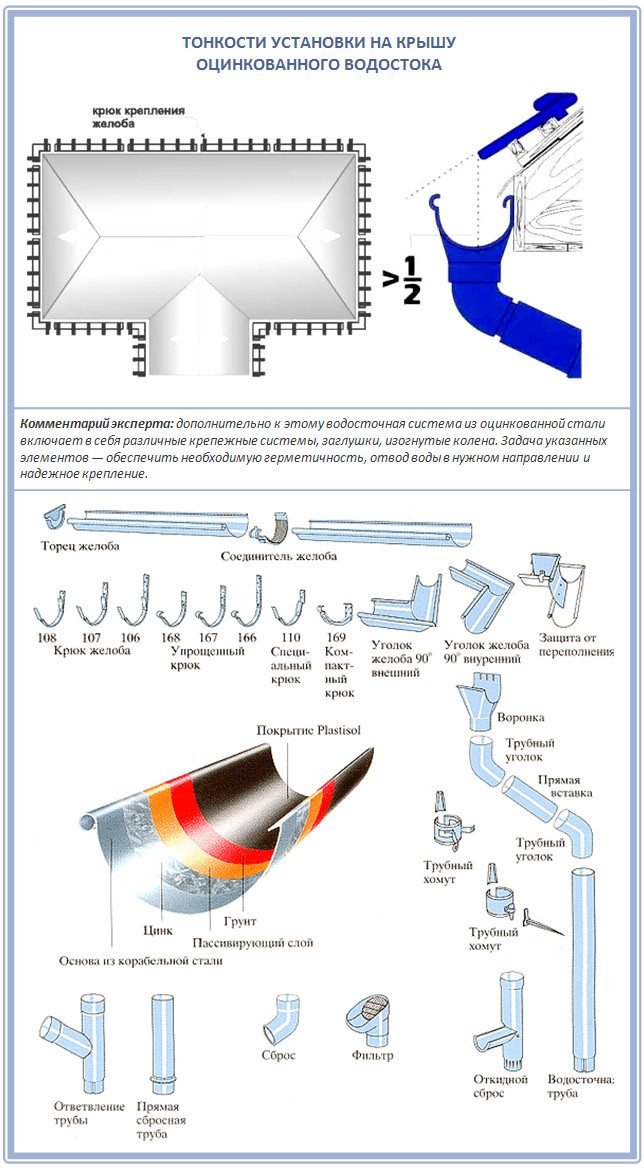
Charakterystyka rur ocynkowanych
Do wyposażenia kominów stosuje się ocynkowane rury metalowe; są one popularne ze względu na niewielką wagę, a tym samym łatwość montażu. Kominy ocynkowane nie wymagają budowy fundamentu, a to znacznie obniża koszt wyposażenia komina.

Rury takie spełniają normy bezpieczeństwa przeciwpożarowego, wytrzymując temperatury do 900 °, dzięki czemu można je stosować nawet do odprowadzania dymu z kotłów i pieców na paliwo stałe.
Do wyposażenia rynien stosuje się również ocynkowane rury w budownictwie domowym. Takie rury są już dość przystępne cenowo, ale jednocześnie proces ten można uczynić jeszcze tańszym, stosując ręcznie wykonane produkty.
Budowa wyrobów ocynkowanych
Producenci produkują jedno i dwuobwodowe modyfikacje tych kominów.
Produkty ze stali ocynkowanej jednoobwodowej są często instalowane wewnątrz domu lub wyłożone cegłą.

Aby uniknąć tworzenia się kondensacji, należy go zaizolować. Nie zaleca się stosowania kominów jednoobwodowych ze stali ocynkowanej bez izolacji.
Można go ustawić samodzielnie na grillu lub w miejscu do grillowania.
Modyfikacja dwuobwodowa (rury ocynkowane warstwowo) jest tak nazwana ze względu na wielowarstwową. Składa się z trzech elementów, dwóch rur wewnętrznych i zewnętrznych, które są izolowane wełną mineralną lub inną izolacją ogniotrwałą.
Taka konstrukcja szybko się nagrzewa, co aktywuje działanie urządzeń grzewczych i minimalizuje ilość wilgoci gromadzącej się na ścianach.
Preferując ocynkowaną rurę wielowarstwową, możemy mówić o estetycznym wyglądzie, który harmonijnie pasuje do ogólnego projektu zewnętrznego. Oprócz opisanej powyżej technologii konstrukcje powstają z tzw. Czarnej stali.
Te ocynkowane rury warstwowe zakładają, że rura zainstalowana wewnątrz będzie wykonana ze zwykłej stali.
Ocynkowane rury wielowarstwowe kominowe stosowane są w domach z kotłami grzewczymi, piecami czy kominkami. To również najlepsza opcja do kąpieli i saun.
Ponieważ urządzenie wanny różni się od zwykłego domu, w celu utrzymania wysokiej temperatury w łaźni parowej stosuje się konstrukcję warstwową, a przestrzeń między nimi wypełnia się wełną mineralną, która jest izolacją termiczną o przyjaznej dla środowiska kompozycji a jednocześnie nie podlega działaniu ognia w wysokich temperaturach.
Czego potrzebujesz, aby zrobić ocynkowaną rurę
W domu, aby wykonać ocynkowaną rurę, potrzebujesz blachy z cyny; materiał nie wymaga specjalnego wysiłku ze względu na swoją miękkość i plastyczność.
Cyna jest produkowana przemysłowo z cienkiej blachy stalowej o grubości od 0,1 do 0,7 mm na walcarkach, po czym pokryta jest antykorozyjną warstwą ochronną z chromu, cyny lub cynku. Na koniec elementy obrabiane są przycinane do standardowych rozmiarów, o szerokości od 512 mm do 2000 mm.

Wytrzymałość takich produktów w niczym nie ustępuje stalowym odpowiednikom, zwłaszcza jeśli materiał ma dodatkowe usztywnienia, ale jednocześnie jest bardzo plastyczny i umożliwia ręczne montowanie rurociągów o złożonym kształcie. Powłoka antykorozyjna chroni rurę przed wpływem środowiska zewnętrznego.
Problemem takich rur jest niewystarczająca wytrzymałość na zginanie, dlatego do wytwarzania części otwartych do konstrukcji wprowadza się usztywnienia w celu wzmocnienia produktu.
- w sklepach prezentowana jest szeroka gama takich rur o różnych rozmiarach: jednokierunkowa;
- dwuprzewodowy (wykonany w formie kanapki i składający się z rury wewnętrznej i zewnętrznej);
- faliste, charakteryzujące się zwiększoną elastycznością.
Uwaga! W domu technicznie możliwe jest wykonanie tylko rury jednokierunkowej.
Przy wyborze grubości blachy należy wziąć pod uwagę przeznaczenie rury. Przykładowo ocynkowana rura do odprowadzania spalin z pieców i kominków na paliwo stałe musi mieć zwiększoną odporność na wysokie temperatury, a jednocześnie wysokie właściwości antykorozyjne.
To jest ważne! Im wyższa temperatura czynnika roboczego, tym grubsze muszą być ścianki rury.
Instrumenty
Do pracy wymagane są specjalne narzędzia do zginania, prawidłowego pomiaru kąta gięcia i przycinania rury na żądaną długość.




Wybór produktu
Trwałość odpływu zależy od materiału produktu. Musi być trwały i odporny na zewnętrzne czynniki drażniące, takie jak temperatura, opady i światło słoneczne.
Następujące wymagania są należycie spełnione:
- Cink Steel. Jest to opcja budżetowa, która nie jest trwała. Podczas usuwania lodu konstrukcję można łatwo uszkodzić łomem.
- Płytki metalowe powlekane polimerem. Materiał dobrze znosi skrajne temperatury, nie koroduje z powodu powłoki. Nie ma jednak właściwości izolacji akustycznej.
- Blacha stalowa zabezpieczona farbą. Ten ostatni jest niszczony przez naprężenia mechaniczne, dlatego taki jaz należy okresowo aktualizować.
- Plastikowy. Materiał ten jest odporny na korozję, promieniowanie UV i kwaśne opady. W deszczu praktycznie zagłusza hałas.
- Stopy miedzi i tytanu. Ta opcja jest najbardziej niezawodna i trwała, ale kosztuje więcej niż podobne.
Prawie wszystkie opcje obejmują wybór koloru. W każdym razie należy zwrócić uwagę na parametry elementów. Tak więc, jeśli powierzchnia stoku jest mniejsza niż 250 m2. metrów, wówczas dla rynny wystarczy szerokość 125 mm, a dla rury o średnicy 90 mm. W innych przypadkach warto wybrać big data.
Instrukcje dotyczące produkcji rur ocynkowanych
Przede wszystkim należy zaznaczyć blachę żelazną, nanosząc linie zagięcia z jednej strony o wielkości 5 mm, z drugiej dwa razy po 5 mm, zakładka z jednej strony powinna być szersza niż druga w celu uformowania mocny szew w przyszłości. Zagnij arkusz pod kątem 90 ° z obu stron za pomocą narożnika i szczypiec.

To jest ważne! Kształt należy składać stopniowo, przesuwając się od jednej krawędzi do drugiej wzdłuż linii zagięcia.
Następnie, obracając obrabiany przedmiot, formuje się fałdy, kąt jest doprowadzany do 135-140 °, stukając młotkiem lub młotkiem miękkim wybijakiem w krawędzie puszki, aby nie uszkodzić materiału produktu. Po utworzeniu fałd można przystąpić do formowania samej rury.
Przymocuj obrabiany przedmiot do szablonu do wymiarowania, aby go ukształtować i dotknij go ponownie, aż fałdy się połączą.
Szeroka krawędź jest ponownie zaginana równolegle do płaszczyzny produktu pod kątem 90 °.
Ostatnim etapem jest połączenie końcówek płaskim szwem za pomocą młotka.
Wyrównaj fałdy, zegnij poziomą część drugiej fałdy, owijając nią pierwszą fałdę, a następnie zgnij ten szew, dociskając go mocno do płaszczyzny rury.
Można dodatkowo wzmocnić połączenie nitami metalowymi za pomocą zgrzewarki, choć najczęściej rury ocynkowane łączone na płaski szew nie wymagają dodatkowego wzmocnienia.
Dokumenty normatywne
Zacznijmy od najbardziej tajnych i tajemniczych, faktem jest, że do tego rodzaju materiałów nie mają własnego standardu. Tak się okazuje, sam produkt istniał i był produkowany przez długi czas, ale GOST dla ocynkowanej rury metalowej nie istnieje.
Uwaga! Produkcja rur ocynkowanych od dawna prowadzona jest zgodnie z normą dla rur metalowych, z której zapożyczono asortyment.
W rzeczywistości materiały ocynkowane są produkowane zgodnie z następującą dokumentacją:
- Produkcja rur metalowych zgodnie z GOST 3262 75;
- Wzdłużne rury ocynkowane spawane elektrycznie zgodnie z GOST 10704 91.
Jeśli jest to jasne z pierwszym standardem, to jest całkowicie niejasne, dlaczego drugi GOST jest używany do ocynkowanej rury? Łatwo to wyjaśnić. Faktem jest, że rurociągi są zwykle narażone na agresywne działanie zewnętrzne, które prowadzi do korozji, w szczególności do rozwiązania tego problemu najlepiej nadają się spawane rury ze szwem podłużnym, tj.mają niską cenę, ale jednocześnie są znakomicie zabezpieczone przed korozją.
Uwaga! Nie ma zakazów produkcji takich materiałów - typu spiralnego czy bez szwu, łatwe do wykonania wysokowytrzymałe i grubościenne cynkowanie nie jest konieczne. Po zakończeniu prac instalator może wykonać cynkowanie na zimno.