



Aparatura do lutowania rur polipropylenowych - dobór i technologia użytkowania
Lutownica do rur polipropylenowych
Często podczas napraw w domu konieczna jest wymiana rur doprowadzających wodę. W zdecydowanej większości starych domów wodociągi prowadzono rurociągami metalowymi. Jednak nowoczesny przemysł produkuje szeroką gamę rur z tworzyw sztucznych, które już sprawdziły się pod względem niezawodności, trwałości i łatwości montażu. Najlepszym sposobem podłączenia rurociągu z tworzywa sztucznego jest jego spawanie. Aby zbudować niezawodny i szczelny system, konieczne jest zastosowanie aparatu do lutowania rur polipropylenowych.
Wideo - Instrukcje dotyczące lutowania rur polipropylenowych za pomocą spawarki
Charakterystyka i wyposażenie lutownic
Lutownica do rur propylenowych jest podobna pod względem konstrukcji i zasady działania do zwykłego żelazka, różni się jedynie kształtem i przeznaczeniem.
Głównymi częściami są termostat i mocny element grzejny, a także ergonomiczny uchwyt, podstawka i wymienne dysze dla różnych średnic rur.
Poregulator zapewnia utrzymanie określonej temperatury, ponieważ przegrzany lub przechłodzony polipropylen nie zapewni wysokiej jakości połączenia podczas procesu lutowania. Kolejnym celem termostatu jest ochrona elementu grzejnego przed przegrzaniem. Zgodnie ze swoją konstrukcją element grzejny może być dwojakiego rodzaju - okrągły (na nim nawleczone są dysze) i płaski w postaci żelaznej podeszwy z otworami do mocowania dysz. Druga opcja jest bardziej popularna.
W zestawie znajdują się dysze do różnych średnic rur, a ich ilość może być różna dla różnych zestawów, tutaj już wybór należy do Ciebie. W razie potrzeby można je kupić osobno. Nasadki posiadają specjalną powłokę, która zapobiega przywieraniu PP. Niektóre zestawy zawierają również specjalne nożyce do cięcia rur propylenowych. Jest to niezbędne narzędzie do instalacji, więc jeśli Twój zestaw ich nie zawiera, zdecydowanie musisz je kupić. Z reguły lutownica jest sprzedawana w wygodnej metalowej obudowie do transportu i przechowywania wszystkich jej części.
To narzędzie jest przeznaczone do pracy przy zasilaniu sieciowym 220 V. Szybkość nagrzewania zależy od mocy lutownicy. Do pracy z rurami o średnicy od 16 do 63 mm wystarczy mieć lutownicę o mocy 850 watów, a jeśli zamierzasz pracować ze średnicami do 125 mm to będziesz potrzebować narzędzia z moc do 1500 watów. Optymalną temperaturę do lutowania rur propylenowych ustawia się pokrętłem termostatu na + 260 ° C. Po osiągnięciu tej wartości termostat przerwie dalsze grzanie, co będzie sygnalizowane zapaleniem się lampki na obudowie.
1pokanalizacii.ru
Narzędzia do lutowania
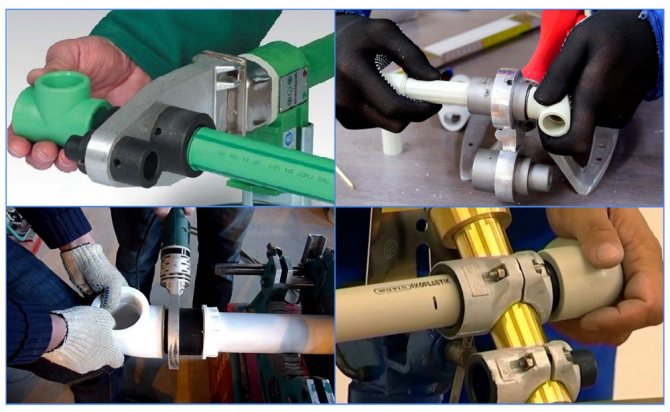
Aby połączyć ze sobą poszczególne części sieci wodociągowej, konieczne jest zastosowanie technologii ekspozycji na temperaturę. Lutowanie lub spawanie rur z tworzyw sztucznych umożliwia dyfuzję cząsteczek plastiku, co skutkuje mocnym i szczelnym połączeniem.

Foto - aparatura do lutowania komunikacji z tworzyw sztucznych
Prace te wykonywane są za pomocą specjalnych urządzeń - falownika spawalniczego do rur plastikowych lub pistoletu:
- Spawacz jest uważany za bardziej profesjonalny aparat i jest używany głównie przez doświadczonych hydraulików. Jego cena jest o rząd wielkości wyższa niż w przypadku standardowego pistoletu domowego;
- Pistolet jest rodzajem lutownicy, która może punktowo wpływać na poszczególne części komunikacji plastikowej lub metalowo-plastikowej.
Spawarki można klasyfikować według mocy. Obecnie najpopularniejsze są modele uniwersalne o mocy 1500-1600 watów. Są wygodne w użytku domowym, dodatkowo w zestawie znajduje się również zestaw dysz do pracy z różnego rodzaju rurociągami.
Zdjęcie - projekt lutownicy
Należy zauważyć, że oprócz specjalnych urządzeń potrzebne będą również dodatkowe narzędzia. W szczególności są to nożyczki do cięcia części hydraulicznych. Jak również rolkowy obcinak do rur, który pozwala zapewnić najbardziej równe i gładkie cięcie na powierzchni komunikacji.
Ponadto podczas pracy z rurami wzmocnionymi metalowo-plastikiem lub folią potrzebne będzie narzędzie do czyszczenia - szlifierka. Wyrównuje ściętą krawędź, która często pozostawia drobne nierówności po wycięciu żądanego obszaru. Jeśli zignorujesz ten proces, połączenie może nie być wystarczająco mocne i szczelne, co wpłynie na działanie całego systemu kanalizacyjnego.
Jeśli potrzebujesz lutować rury wykonane z tworzywa sztucznego o dużej średnicy - od 110 mm, stosuje się sprzęgło elektryczne. Jest wciskany na złącze i podgrzewa złącze. W tym procesie centrowanie poszczególnych sekcji komunikacji odgrywa główną rolę, ponieważ sterowanie procesem podczas spawania jest prawie niemożliwe. Do pracy z takim urządzeniem używana jest specjalna maszyna centrująca, która pozwala na wyrównanie ciętej powierzchni w celu uzyskania jak najgęstszego szwu. Moc złączek nieco różni się od mocy spawarek i lutownic, w większości przypadków wymagane są nieco wyższe wartości - ponad 1500 watów.
Lutowanie na zimno jest również często stosowane w domu. Technologia polega na zastosowaniu agresywnego kleju, który zapewnia dyfuzję cząsteczek tworzywa sztucznego bez użycia elementów grzejnych. Główną zaletą tej metody jest jej prostota. Takie spawanie można łatwo wykonać nawet bez doświadczenia, ponadto nie jest wymagany zakup dodatkowych urządzeń. Ale jednocześnie takie lutowanie jest uważane za krótkotrwałe, to znaczy jest to bardziej pilne środki niż opcja stałego łączenia rur.
Zdjęcie - przykład zimnego lutowania komunikacji plastikowej
Możesz kupić narzędzie do lutowania rur z tworzyw sztucznych w prawie każdym sklepie hydraulicznym, średnio kosztuje od 800 rubli do kilkudziesięciu tysięcy. Na przykład w Sewastopolu koszt WESTER DWM 1000B waha się od 1800 rubli do 2000 r. Cena zależy od deklarowanej mocy urządzenia, marki i przeznaczenia.
Wideo: jak prawidłowo lutować rury z tworzyw sztucznych
Samodzielne spawanie rur polipropylenowych dla początkujących - praktyczne instrukcje
Znajomość spawania i montażu rur polipropylenowych przyda się przy wymianie starego rurociągu i ułożeniu nowego. Jeśli dostępne są wszystkie niezbędne narzędzia i akcesoria, cała praca będzie bardzo prosta i wysokiej jakości. Godzinę i będziesz miał gotowy system rur, nadający się do użytku.
Ta metoda nazywa się zgrzewaniem gniazdowym. Rury nie są łączone na stałe, na przykład rury metalowe, ale za pomocą specjalnych urządzeń - kształtek. Adhezja występuje u nich w temperaturze dwustu sześćdziesięciu stopni Celsjusza.
W razie potrzeby sklep może wybrać złączki do połączeń gwintowych.
Wybór odpowiedniego narzędzia
Zaleca się użycie następujących narzędzi:
- specjalne urządzenie do spawania. Później powiemy ci, jak zrobić to sam;
- różne przystawki do urządzenia. Dwadzieścia milimetrów - najpopularniejsze dysze;
- ukosowanie. Zalecany do stosowania w przypadku fatalnej jakości konturu;
- golarka. Pomoc w czyszczeniu konturu;
- specjalne nożyczki.
Wykonujemy urządzenie spawalnicze własnymi rękami
Dobre lutownice kosztują od tysiąca do kilku tysięcy rubli, ale jeśli potrzebujesz sporo pracy i masz pomysł na zaoszczędzenie pieniędzy, możesz improwizować i stworzyć lutownicę własnymi rękami.
Czego potrzebujemy:
- Proste stare żelazko.
- Pożądany rozmiar załącznika.
- Pasta termiczna.
- Czujnik temperatury.
- Dysza jest przykręcona do żelazka, końce należy pokryć pastą termiczną.
- Pomyśl i zastanów się: jak i od której strony będzie lepiej pracować. Zamocuj nasadkę przed rozpoczęciem pracy. W wysokich temperaturach proces ten będzie trudny lub niemożliwy w domu.
- Jeśli praca przy ścianie jest trudna, możesz odciąć część ostrej końcówki żelazka.
- Przed rozpoczęciem pracy należy rozgrzać żelazko przez kilka minut.
- Uważaj na prawidłową temperaturę. Powinno być dwieście sześćdziesiąt - dwieście siedemdziesiąt stopni Celsjusza. Pomoże Ci w tym urządzenie pomiarowe.
Jak powinieneś pracować
- Przede wszystkim musisz sporządzić plan pracy (najlepiej na papierze), wybrać miejsca do układania rur. Ta czynność ograniczy niepotrzebne czynności i uciążliwe spawanie w ruchu. Trzeba przyznać, że znacznie lepiej i łatwiej jest złożyć rury na stanowisku pracy i zamontować je w systemie kilkoma prostymi ruchami.
- Połączenie rur polipropylenowych wymaga podgrzania krawędzi łączonych elementów. Elementy nakładamy na dyszę, należy je przytrzymać na dyszy przez kilka sekund. Rury są podgrzewane od zewnątrz, wewnętrzna część elementu jest podgrzewana w tulei.
- Po podgrzaniu elementów postaraj się jak najszybciej złożyć je w odpowiednią konstrukcję. Jeśli wymagana jest regulacja, możesz liczyć na kilka sekund. Najczęściej praca wykonywana jest na oko. Nie zaleca się skręcania elementów.
- Nie trzymaj polipropylenu w lutownicy przez bardzo długi czas. Wysokiej jakości połączenie uzyskuje się tylko poprzez podgrzanie do odpowiedniej temperatury. Polipropylen może wyciekać z przegrzania, szczelność zostanie zerwana.
Pamiętaj, aby odkręcić kran na złączce przed lutowaniem rur PP!
- Jeśli wszystko wykonałeś poprawnie, niewielka ilość plastiku wypłynie na rękaw. Jeśli pojawią się trudności podczas ubierania, zagięć plastiku, należy usunąć fazkę.
Niemieckie przepisy DVS-2207-1 przewidują kąt rury wynoszący piętnaście stopni i wgłębienie od dwóch do trzech milimetrów. W Federacji Rosyjskiej, zgodnie ze standardami - kąt czterdziestu pięciu stopni i pogłębienie jednej trzeciej grubości. W związku z tym, jeśli fazowanie jest równe, może mieścić się w określonych granicach.
- Dla właściwego bezpieczeństwa urządzenie spawalnicze należy ustawić na specjalnym stojaku. Nie zapomnij ustawić właściwej temperatury na dwieście sześćdziesiąt stopni Celsjusza (aby przyspieszyć proces, możesz ustawić ją na dwieście osiemdziesiąt stopni). Niższe i wyższe temperatury spowodują złą jakość połączeń. Kupując lutownicę, wybierz model z termostatem.
- Rury i inne elementy nakłada się na dyszę z niewielkim wysiłkiem ze względu na dość imponujący promień. Można je trochę przekręcić, aby ułatwić zakładanie nasadki. Jednocześnie nie należy umieszczać rur na dyszy do samego końca, aby nie stopić końców. Użyj markera, aby poznać prawidłową głębokość.
- Gotowanie na wagę jest możliwe dopiero po złożeniu wszystkich głównych elementów.
Proste rury polipropylenowe nie mogą pracować pod ciśnieniem, należy je stosować w instalacjach zimnej wody. I pod ciśnieniem - wzmocnione rury polipropylenowe. Przed spawaniem będziesz musiał usunąć małe części zbrojenia za pomocą golarki.
Nie umieszczać rur plastikowych zbyt blisko kotła grzewczego. W tym celu stosuje się metalową rurę o długości ponad pół metra.
Podsumowanie tematu
Jak się więc okazało, początkującym konstruktorom nie jest tak trudno lutować rury polipropylenowe.Najważniejsza jest mała praktyka.
Wypróbuj go na małych odcinkach rur, szybko zrozumiesz wszystkie subtelności w podróży. Powodzenia!
mirotoplenie.ru
Instrukcje lutowania
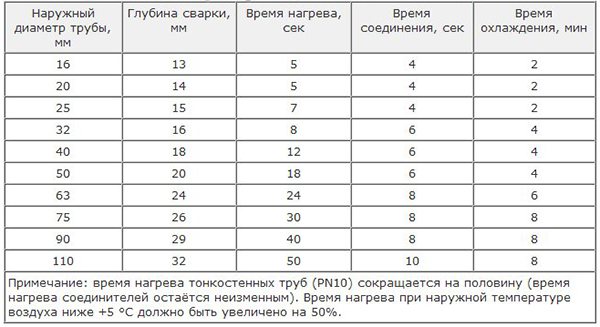
Samospawanie rurociągów z tworzyw sztucznych odbywa się za pomocą projektu kanalizacyjnego i zgodnie z GOST. Dla każdego materiału lutowanie odbywa się zgodnie z określoną temperaturą, poniższa tabela pomoże dobrać odpowiednie wartości:
| Średnica, mm | Ogrzewanie, sekundy | Spawanie, sekundy | Chłodzenie, sekundy |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Instrukcje krok po kroku, jak lutować plastikowe rury systemów grzewczych lub podłączyć instalację wodociągową:
- Musisz zainstalować specjalne dysze na urządzeniu spawalniczym, na przykład złączki do rur o średnicy 25 mm. Korzystając z tabeli wyznacza się czas ich nagrzewania, temperatura według norm wynosi około 260 stopni. Jest to optymalny parametr do lutowania konwencjonalnych rur plastikowych i wzmocnionych;
- Następnie przygotowywane są inne narzędzia hydrauliczne. Upewnij się, że nóż jest naostrzony przed cięciem. W przypadku małych średnic zaleca się cięcie nie pod kątem prostym, ale pod kątem 45 stopni; Zdjęcie - zestaw do lutowania
- Teraz musisz zmierzyć rozmiar złączki na rurze i wziąć pod uwagę szczelinę 1 mm. Musi być obecny przy dołączaniu. Zaznacz to w komunikacji. Jest to bardzo ważne, ponieważ łącznika nie można wcisnąć do końca, po podgrzaniu plastik nieznacznie się rozszerzy;
- Złączkę należy założyć na podgrzaną dyszę, a następnie włożyć rurkę do innego otworu części łączącej. Ponadto pistolet nagrzewa się, a dysza nagrzewa się ponownie na całej długości; Zdjęcie - elementy grzejne
- Pozostaje ostrożnie usunąć rozgrzane części i połączyć je. Rezultatem będzie mocny i szczelny uchwyt z mocowaniem;
- Kolejny etap lutowania rur obejmuje ponowne podgrzanie lutownicy, ale dopiero teraz na dyszę nakłada się element z łącznikiem, a wolną część łącznika wkłada się w kolejny otwór;
- Po podgrzaniu operację powtarza się: części są wyjmowane z dyszy i podłączane.
Po zakończeniu pracy musisz poczekać określony czas, aby ostygnąć połączenie, niektórzy mistrzowie używają również suszarki do włosów, aby przyspieszyć proces.
Zdjęcie - suszarka do włosów do plastiku
Czasami nie można użyć żelazka grzejnego i wymagane są złącza elektryczne. Ich zasada działania jest bardzo podobna do opisanej powyżej, główna różnica polega na tym, że przy takim lutowaniu rur nagrzewa się całe urządzenie, a nie poszczególne dysze.
Przed przystąpieniem do spawania należy koniecznie odtłuścić sekcje, a także oczyścić je z kurzu i brudu. Aby to zrobić, wytrzyj złączkę i tuleję alkoholem od wewnątrz, a rurę od zewnątrz. Lutowanie odbywa się w taki sam sposób, jak wspomniano wcześniej.
Zalecenia hydraulika:
- Nie przykładaj zbyt dużego nacisku podczas podłączania rury do kształtki. Po lutowaniu plastik staje się bardziej giętki, dzięki czemu przy nadmiernym ciśnieniu wewnątrz rury mogą pojawić się zmarszczki;
- Nie pozwól, aby kształtka swobodnie spoczywała na rurze;
- Zwróć szczególną uwagę na czas i temperaturę nagrzewania. Jeśli przekroczysz lub odwrotnie, zmniejszysz te wskaźniki, mocowanie okaże się delikatne;
- Podczas pracy w domu z rurami wodociągowymi lub kanalizacyjnymi pozostaw szczelinę nie większą niż 1 mm w punkcie mocowania, w przeciwnym razie w tym obszarze wystąpią wycieki.
www.kanalizaciya-stroy.ru
Specyfika spawania
Połączenie dwóch rur odbywa się za pomocą połączenia mocującego:
- powierzchnie do spawania nagrzewają się.
Jednocześnie nie powinny całkowicie się stopić i stracić kształtu. Następnie dobrze rozgrzane produkty są dociskane do siebie.
Podczas gdy wnętrze sprzęgła się nagrzewa przestrzeń wewnętrzna, w rurze - zewnętrzna. Proces ten odbywa się za pomocą specjalnej lutownicy.
Ogrzewanie jest krótkotrwałe do temperatury nie wyższej niż + 260 stopni Celsjusza.Powierzchnie współpracujące powinny się tylko nieznacznie stopić.
Warto wiedzieć! W przypadku przekroczenia maksymalnej dopuszczalnej temperatury polipropylen straci swoją jakość. Możliwe odchylenie od normy - nie więcej niż +10 stopni.
Urządzenie i zasada działania narzędzia do zgrzewania polipropylenu
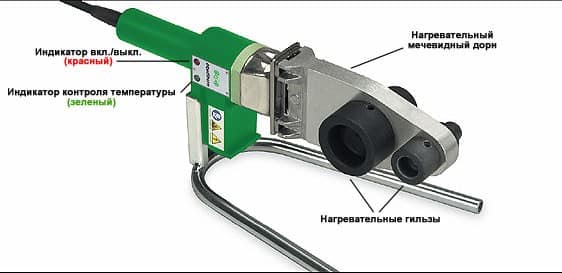
Obecnie wiele firm krajowych i zagranicznych zajmuje się produkcją sprzętu do łączenia rur z tworzyw sztucznych, które starają się, aby praca była jak najbardziej wygodna i wydajna. W tym celu lutownice są wyposażone w dodatkowe funkcje, zmieniają się ich wygląd, umiejscowienie uchwytów i sposoby mocowania dysz. Jednak główne elementy i węzły pozostają takie same (ryc. 1):
- termostat;
- element grzejny (element grzejny);
- korpus z rączką;
- dysze.
Zgodnie z zasadą działania urządzenie do spawania rur polipropylenowych przypomina zwykłe żelazo. Najpierw element grzejny ogrzewa piec. Oddaje ciepło do dysz, które podgrzewają tworzywo do określonej temperatury, uzyskując w ten sposób wymaganą lepkość. Cały proces jest monitorowany przez termostat, za pomocą którego utrzymywana jest temperatura grzania w określonych granicach.
Niezawodność połączenia polipropylenowego zależy bezpośrednio od stabilności termostatu. Zwykle niedrogie lutownice są wyposażone w niskiej jakości termostaty. Prowadzi to do tego, że podczas procesu zgrzewania plastik przegrzewa się lub przegrzewa. W rezultacie masz złe połączenie. Dlatego nie powinieneś oszczędzać na zakupie lutownicy. Wybierając narzędzie do lutowania polipropylenu, należy preferować sprzęt z płynną kontrolą temperatury i dokładną kalibracją.
Krótkie wprowadzenie
Takie rury łączy się, jak zwykle, metodą zwaną zgrzewaniem kielichowym lub kielichowym, ponieważ prace wykonuje się za pomocą kształtek lub złączek.
Ułatwiają to ich liczne pozytywne właściwości techniczne, a mianowicie:
- wytrzymałość (złączki zaciskowe do rur metalowo-plastikowych),
- niezawodność,
- długa żywotność,
- niska cena.
Służą do układania rur, zarówno do wody zimnej, jak i ciepłej, metodą otwartą i zamkniętą.
Do tych celów używane jest specjalne urządzenie. - „żelazko” lub „lutownica”.
Składa się z dwóch dysz, z których jedna służy do kształtki (o zaciskaniu rur miedzianych jest tutaj napisana), druga do rury.
Produkty zbrojone są dwojakiego rodzaju:
- zwyczajny,
- wzmocniony.
Jeśli konieczne jest spawanie wzmocnionych pustych przedmiotów, wzmocniona warstwa jest najpierw usuwana z nich za pomocą specjalnego narzędzia.
Przed rozpoczęciem spawaniawarto przeprowadzić prace przygotowawcze. Czym oni są?
Czy wiesz, który pisuar kupić? Cel wyposażenia higienicznego dla dzieci opisano w przydatnym artykule.
Na tej stronie opisano montaż systemów odwadniających z tworzywa sztucznego.
Przed przystąpieniem do prac należy upewnić się, że posiadasz niezbędne narzędzia (o urządzeniu do zgrzewania złączy HDPE jest napisane na tej stronie).
Urządzenie spawalnicze jest drogie (kilka tysięcy rubli). W Twojej okolicy powinny istnieć organizacje budowlane lub instalacyjne, w których możesz wypożyczyć sprzęt.
Jest to dużo bardziej opłacalneniż kupić urządzenie (możesz go potrzebować tylko raz). Więc po co płacić dodatkowe pieniądze?
Kupując urządzenie lub wypożyczając je dokładnie sprawdź, czy wszystkie załączniki są na stanie. W przeciwnym razie urządzenie może stać się bezużyteczne.
Końcówki są zwykle wykonane z teflonu.... Występują w różnych rozmiarach, dzięki czemu można pracować z różnymi rozmiarami rur.
Oprócz prasowania będziesz potrzebować:
- Obcinak (nożyczki) do rur... W większości przypadków to akcesorium jest dołączone do lutownicy.
Ale jeśli go tam nie ma, będziesz musiał go kupić osobno. - Aby usunąć folię ze wzmocnionymi rurkami propylenowymi będziesz potrzebować golarki.
Czasami zdejmowanie izolacji odbywa się również za pomocą narzędzia skierowanego w twarz.Trzeba bardzo ostrożnie pracować narzędziem mechanicznym, ponieważ polipropylen można łatwo uszkodzić.
Zamiast wiertła mocowane są wiertła. Za ich pomocą można łatwo usunąć wewnętrzną i zewnętrzną warstwę zbrojoną.
- Środek, za pomocą którego odtłuszcza się powierzchnię.
- Reguła.
- Nóż.
- Miarka.
- Plik.
- Elementy złączne.
Kształtki produkowane są w szerokiej gamie, która umożliwia łączenie rur polipropylenowych bez spawania (napisane tutaj).
Musisz je wybrać, kierując się konfiguracją konstrukcji i liczbą połączeń.
Proste odcinki rur są łączone za pomocą złączek; podczas obracania linii stosuje się kwadraty.
Jeśli potrzebujesz podłączyć do metalowej rury lub do jednostki hydraulicznej, użyj gwintowanych złączek lub specjalnych łączników, aby połączyć rury polipropylenowe z metalowymi (opisane w tym artykule).
Czy wiesz, jak spuścić wodę deszczową z dachu domu? Opis prac i układ kanału burzowego zostały opisane w przydatnym artykule.
Ile kosztuje autonomiczna kanalizacja w prywatnym domu jest tutaj zapisana.
Na stronie: https://ru-canalizator.com/santehnika/s-oborudovanie/otoplenie-doma.html jest napisane o ogrzewaniu prywatnego domu za pomocą pompy ciepła.
Ważna rada! Dla wygody sporządzenia schematu przyszłego rurociągu należy wcześniej przemyśleć zakres i liczbę elementów złącznych.
Pierwszym krokiem jest zwrócenie uwagi na jakość rur.
Powinny mieć ściany o tej samej grubości bez najmniejszych śladów uszkodzeń. Warto też sprawdzić okucia pod kątem pęknięć i innych niedoskonałości.
Jak wybrać żelazko do spawania rur z polipropylenu
Kupując narzędzie do lutowania polipropylenu, należy zwrócić szczególną uwagę na następujące cechy:
- moc;
- zestaw dysz;
- kompletny zestaw;
- producent.
Moc jest główną cechą techniczną lutownicy, od której zależy maksymalna średnica łączonych elementów, a także czas ich nagrzewania, a tym samym prędkość spawania. Należy jednak pamiętać, że kupując narzędzie nie trzeba gonić za mocą, gdyż wraz z jej wzrostem rośnie również cena sprzętu.
Wybierając urządzenie do lutowania rur polipropylenowych pod względem mocy, należy pomnożyć średnicę łączonych elementów przez 10.
W rezultacie otrzymasz wartość minimalnej mocy narzędzia. Na przykład, jeśli projektując system grzewczy, trzeba podłączyć rury o przekroju 40 mm, to w takim przypadku należy kupić lutownicę o mocy co najmniej 0,4 kW. Aby przeprowadzić prace naprawcze w mieszkaniu lub domu prywatnym, wystarczy żelazo o mocy 0,7 kW. Jeśli planujesz używać lutownicy do celów profesjonalnych, gdy średnica rury może dochodzić do 100 mm, zaleca się zakup urządzenia o mocy do 2 kW.
Zestaw załączników. Wysokiej jakości dysze do lutowania rur polipropylenowych muszą spełniać następujące warunki:
- mają dobre odprowadzanie ciepła;
- mają wysoką wytrzymałość mechaniczną;
- zachowują swój rozmiar, gdy temperatura spada.
Niemal wszystkie nowoczesne urządzenia do spawania rur mają możliwość jednoczesnego stosowania kilku dysz o różnych średnicach. Pozwala to znacznie skrócić czas prac instalacyjnych, ponieważ nie ma potrzeby czekania, aż dysza ostygnie, aby ją wymienić.
Strukturalnie wszystkie dysze składają się z 2 części: do zewnętrznego (tuleja) i wewnętrznego (trzpień) ogrzewania polipropylenu (rys. 2).Jako materiał do produkcji można zastosować dowolny stop spełniający wszystkie przedstawione powyżej wymagania. Do produkcji osprzętu w celu zwiększenia ich wytrzymałości i trwałości stosuje się różne powłoki. Najczęściej jest to teflon, który również ma właściwości nieprzywierające, dzięki czemu podgrzany plastik nie będzie przyklejał się do nasadek.
Zestaw do zgrzewania rur polipropylenowych może mieć następujący kompletny zestaw:
- Kompletny. Idealny dla profesjonalnego spawacza. W zestawie spawarka, klucz do dysz, komplet dysz oraz dodatkowe narzędzia ułatwiające prace montażowe (przecinak, taśma miernicza itp.).
- Średni. Zawiera spawarkę, klucz i często używane dysze (20, 25, 32 i 40 mm). Jeśli potrzebujesz innych złączek do spawania rur, można je kupić osobno.
- Minimum. W zestawie znajduje się tylko lutownica do spawania i klucz do dysz. Taki zestaw ma stosunkowo niską cenę i doskonale sprawdza się w przypadku lutowania rur o tej samej średnicy.
Manufaktura. Na rynku sprzętu hydraulicznego dostępne są lutownice do lutowania rur polipropylenowych różnych producentów. Wśród nich pierwsze miejsce pod względem jakości wykonania i łatwości obsługi zajmują narzędzia czeskie i niemieckie. Należy zauważyć, że jest dość drogi, dlatego zaleca się kupowanie go tylko do pracy zawodowej.
Tureckie i krajowe modele lutownic są tańsze niż ich niemieckie i czeskie odpowiedniki, ale ich parametry techniczne są nieco gorsze. Do użytku prywatnego najlepiej nadaje się taki sprzęt. Lutownice produkowane w Chinach są najtańsze, ale niski koszt często przekłada się na krótką żywotność.
Jeśli potrzebujesz lutownicy do pojedynczej naprawy, najlepszym rozwiązaniem są modele chińskie.









Na co zwrócić uwagę kupując zestaw do lutowania rur polipropylenowych
Zakup jednej lub drugiej lutownicy do rur polipropylenowych opiera się na trzech wskaźnikach:
- koszt urządzenia spawalniczego;
- moc cieplna lutownicy;
- kształt elementu grzejnego (żelazo lub walec).
W zależności od kosztu wybór lutownic do rur polipropylenowych przedstawiono w trzech kategoriach:
- zestaw lutownic segmentu budżetowego - produkcja chińska i krajowa;
- Zestawy tureckie mają nieco wyższą wartość;
- najdroższe zestawy lutownic pochodzą od europejskich producentów. Szczególnie popularne są niemiecki i czeski.
Zanim zdecydujesz, które lutownice do rur polipropylenowych są lepsze, musisz zrozumieć - dla kogo jest kupowany.
Jeśli chcesz złożyć rurociąg polipropylenowy w domu, powinieneś zwrócić uwagę na wyposażenie pierwszego segmentu. Współczynnik bezpieczeństwa części takich zestawów poradzi sobie z montażem dwóch kompletnych systemów rurowych, niezależnie od tego, czy jako element grzejny zostanie użyty cylinder, czy żelazko. Urządzenie jest łatwe w obsłudze i można je następnie wykorzystać do częściowego montażu lub drobnych napraw (np. Spawanie odcinka rury).
Rada! Jeśli lutowanie rurociągu jest dla ciebie źródłem dochodu, a nie jednorazową potrzebą, musisz kupić żelazko wyprodukowane w Europie.
Główna różnica między chińskim sprzętem do lutowania rur polipropylenowych a czeskim sprzętem nie polega na niezawodności komponentów, ale na ich zdolności do utrzymania temperatury na pierwotnie określonym poziomie. Po pewnym czasie stopień błędu chińskich lutownic dochodzi do dziesięciu stopni, przez co naruszona jest integralność szwu, czego nie można wizualnie sprawdzić natychmiast po zakończeniu spawania.

Model z budżetu w zupełności wystarczy dla rzemieślnika domowego.
Początkujący rzemieślnik na początku swojej kariery będzie mógł skorzystać z urządzenia do lutowania rur polipropylenowych tureckich producentów ze średniego segmentu cenowego. Nawet po kilku miesiącach aktywnego użytkowania amplituda błędu wynosi zaledwie kilka stopni. Ze względu na cenę i końcową jakość spawania pracownikowi rotacyjnemu znacznie bardziej opłaca się kupić i używać dwóch lub trzech lutownic tureckich niż jednego urządzenia wyprodukowanego w Niemczech.
Pracownicy firmy, którzy stale zajmują się montażem i naprawą rurociągów propylenowych, zaleca się zakup drogiej wysokiej jakości lutownicy do spawania rur. Jest w stanie pracować znacznie dłużej bez odchyleń temperatury lutowania. Dlatego niemieckie produkty są uznawane za najlepsze do rur polipropylenowych.
Postępując zgodnie z zaleceniami, łatwiej jest określić, którą lutownicę wybrać do rurociągu polipropylenowego.
Technologia lutowania rur z polipropylenu
Lutowanie rur z tworzywa sztucznego jest dość proste. Najważniejsze jest przestrzeganie reżimu temperatury i czasu nagrzewania materiału. Najpierw lutownica jest instalowana na stole lub innej niezawodnej podstawie, po czym dysza o wymaganej sekcji jest do niej przymocowana za pomocą klucza. Następnie na urządzeniu ustawia się wymaganą temperaturę, do której nagrzewa się przez około 10 minut.
Następnie końce podłączanych rur i element łączący (kątownik, złączka, MPH, MPV) umieszcza się na dyszy. Po kilku sekundach (czas utrzymywania zależy od mocy lutownicy i średnicy rur) plastikowe produkty są wyjmowane z dysz i łączone ze sobą.
Nie ma nic trudnego w wyborze lutownicy do lutowania polipropylenu. Najważniejsze jest, aby wiedzieć, w jakim celu go potrzebujesz. A jeśli pracując z narzędziem zastosujesz się do wszystkich zasad jego obsługi to możesz mieć pewność, że taki sprzęt posłuży poza okresem gwarancji.
expertvarki.ru
Jak wybrać spawarkę
Należy zwrócić uwagę na tak ważne punkty, jak:
- moc jednostkowa,
- firma producenta,
- asortyment załączników, które są zawarte w zestawie.
Ogłoszenie! W przybliżeniu moc w watach powinna być 10 razy większa od średnicy spawanej (w mm). Dlatego użycie załączników jest ograniczone maksymalną mocą urządzenia.
Zapamiętaj! Nie należy być pewnym, że parametry techniczne taniego „żelazka” będą dokładnie odpowiadały danym podanym w paszporcie.
Zwłaszcza trzeba uważać na chińskich producentów.
Wiele zależy od jakości wykonania.
Można to łatwo zweryfikować:
- jeśli urządzenie ma dwa elementy grzejne, które włączają się niezależnie od siebie, najprawdopodobniej wskazuje to na zawodność i słabą jakość lutownicy.
Jeśli kupisz takie urządzenie, to podczas spawania najprawdopodobniej znajdziesz wady w jego pracy.
Każdy instrument musi mieć termostat.
Najlepiej, jeśli jest to typ elektroniczny z wbudowanym czujnikiem do monitorowania minimalnych wahań temperatury nagrzewanych powierzchni.
Ponadto regulator będzie mógł kontrolować stopień nagrzewania, a tym samym regulować napięcie.
W ten sposób można uzyskać optymalną zgodność z reżimem temperaturowym i równomiernie rozgrzać stykające się elementy (przeczytaj jak łączyć rury polipropylenowe bez lutowania tutaj).
W rezultacie uzyskasz połączenie spawane o wysokiej wytrzymałości.
Istnieją również regulatory typu kapilarnego..
Mają dość prostą zasadę działania, ale polega ona na:
- gdy ogrzewanie osiągnie ustawioną temperaturę mechanizm wyłączy się,
- kiedy ostygnie, włączy się ponownie.
Zakres temperatur w tym przypadku może sięgać - 100 stopni.
Trzeci typ czujnika to przekaźnik bimetaliczny.
Ze względu na duże rozmiary nie ma możliwości montażu oprawy przy ogrzewanej powierzchni.
Ostatecznie spawanie okazuje się złej jakości z powodu niewystarczającego ogrzewania lub topienia wymaganej powierzchni rury.
Dlatego eksperci nie zalecają używania tego urządzenia spawaczom bez doświadczenia zawodowego.
Zapamiętaj! Jeśli będziesz używać spawarki tylko raz, nie kupuj tanich i niskiej jakości narzędzi.
Lepiej wypożyczyć profesjonalną lutownicę.
Nie będziesz miał z tym żadnych problemów, a szwy w stawach okażą się szczelne i wytrzymałe.
Maszyny spawalnicze są dwojakiego rodzaju:
- podręcznik,
- nieruchomy.
Z pomocą ręcznego urządzenia jest to możliwe wykonywać pracę w trudno dostępnych miejscach bez żadnych trudności i ograniczeń.
Ale tylko doświadczony specjalista będzie w stanie dokładnie wyśrodkować pasowanie części.
Urządzenie stacjonarne ma imponującą wagę i wymiary.
Ale z jego pomocą możesz wykonać wysokiej jakości centrowanie i jak przygotować powierzchnie przed połączeniem.
Za pomocą tego narzędzia spawane części są bezpiecznie mocowane, aż całkowicie ostygną i nie zestalą się.
Koszt takich urządzeń jest dość wysoki..
Dlatego używają ich tylko profesjonaliści.
Specyfika lutowania rur polipropylenowych
Proces lutowania odbywa się ze względu na wyraźne właściwości termoplastyczne materiału. Polipropylen mięknie po podgrzaniu - uzyskuje stan podobny do plasteliny.
Ogólny opis technologii
Przywrócenie materiału do normalnego tła temperaturowego przyczynia się do utwardzenia jego struktury do stanu normalnego. Właściwości te stały się główną technologią lutowania, która w języku technicznym nazywana jest zgrzewaniem polifuzyjnym.
W praktyce stosuje się dwie metody łączenia spawanych części:
- Sprzęganie.
- Prosto.
Pierwsza technika spawania pokazuje, jak można lutować rury polipropylenowe za pomocą kształtki - tulei lub rury o większej średnicy zewnętrznej. Zwykle w ten sposób lutowane są plastikowe rury, których średnica nie przekracza 63 mm.
Zasada zgrzewania dwóch części polega w tym przypadku na stopieniu części rury na obwodzie zewnętrznym i części tulei wzdłuż obszaru wewnętrznego. Następnie obie części ściśle przylegają.
Druga metoda - kontakt bezpośredni, opiera się na tej samej zasadzie topienia małych odcinków rur z tworzyw sztucznych, a następnie ich łączenia. Ale w tej wersji dwie rury o tej samej średnicy działają jak elementy łączące i są połączone powierzchniami końcowymi. Ta na pierwszy rzut oka nieskomplikowana metoda lutowania polipropylenu wymaga dużej dokładności obróbki miejsc połączeń i dokładnego montażu dwóch części wzdłuż osi podczas ich lutowania.
Oprócz wskazanych technologii „na gorąco” praktykowana jest również technika lutowania „na zimno”. Tutaj jako aktywny składnik lutowniczy stosowany jest specjalny rozpuszczalnik, który może zmiękczyć strukturę polipropylenu. Jednak ta technika nie różni się dużą popularnością.
Lutownice do spawania rur
Zarówno połączenie, jak i technika bezpośrednia wymagają lutowania rur z tworzywa sztucznego za pomocą specjalnych spawarek. Strukturalnie technika lutowania przypomina żelazko elektryczne. Podstawą urządzeń jest masywny metalowy element grzejny, na powierzchni którego zamontowane są wyjmowane dysze - metalowe półfabrykaty o różnych średnicach.
W przypadku spawania doczołowego konstrukcje maszyn do lutowania są bardziej złożone. Zwykle takie wyposażenie obejmuje nie tylko element grzejny, ale także system centrowania spawanych części. Z reguły bezpośredni sprzęt do spawania, podobnie jak sama technologia, jest rzadko stosowany w sferze domowej. Priorytetem użytkowania jest tutaj sektor przemysłowy.
Oprócz lutownic mistrz będzie również potrzebował:
- nożyczki do polipropylenu (obcinak do rur);
- taśma konstrukcyjna;
- plac ślusarski;
- golarka (do rur ze wzmocnieniem);
- marker (ołówek);
- odtłuszczacz do powierzchni.
Ponieważ prace są wykonywane na sprzęcie wysokotemperaturowym, konieczne jest noszenie ciasnych rękawic roboczych na rękach.
Procedura zgrzewania polipropylenu
Ważne ostrzeżenie! Prace spawalnicze na materiałach polimerowych należy wykonywać w warunkach dobrej wentylacji pomieszczenia. Podczas podgrzewania i topienia polimerów uwalniane są toksyczne substancje, które w określonym stężeniu mają poważny wpływ na zdrowie człowieka.
Pierwszym krokiem jest przygotowanie do pracy:
- Zamontuj półfabrykaty o wymaganej średnicy na płycie grzejnej.
- Ustaw regulator temperatury lutownicy na 260 ° C.
- Przygotować współpracujące części (zaznaczyć, sfazować, odtłuścić).
- Włącz stację lutowniczą.
- Poczekaj, aż osiągnięta zostanie temperatura robocza (zaświeci się zielony wskaźnik).
Jednocześnie wepchnij współpracujące części (rurka - złączka) na półfabrykaty stacji lutowniczej. W tym przypadku rura polipropylenowa jest wciskana w wewnętrzny obszar jednego półfabrykatu, a tuleja (lub gniazdo kształtowanej części) na zewnętrzną powierzchnię innego półfabrykatu.
Zwykle końce rury wkłada się wzdłuż granicy wcześniej zaznaczonej linii, a tuleję wciska się do oporu. Trzymając elementy polipropylenowe na podgrzewanych półfabrykatach, należy pamiętać o ważnym niuansie technologii - czasie przetrzymywania.
Jeśli opóźnienie czasowe jest niewystarczające, istnieje ryzyko uzyskania niskiego stopnia dyfuzji materiału, co wpłynie na jakość złącza. Jeśli czas topienia jest zbyt długi, prowadzi to do odkształcenia struktury części, a także nie gwarantuje wysokiej jakości lutowania. Zaleca się skorzystanie z tabeli, która wskazuje optymalną wartość czasu dla rur o różnych parametrach technicznych.
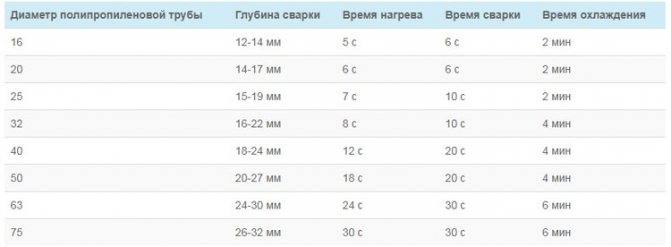
Tabela czasu lutowania rur polipropylenowych
Po przytrzymaniu części na półfabrykatach przez optymalny czas, są one usuwane i szybko łączone przez rozgrzane części. Procedura łączenia musi być wykonana dokładnie, szybko (pod względem czasu w tabeli), z zachowaniem wyrównania lutowanych części. Dozwolone jest dokonywanie drobnych regulacji wzdłuż osi (w ciągu 1-2 sekund), ale niedopuszczalne jest obracanie części, jedna względem drugiej.
Należy zwrócić uwagę: wskazany czas lutowania dowolnych rur polipropylenowych można regulować w zależności od warunków pracy i parametrów materiału. Na przykład, jeśli instalacja jest wykonywana w temperaturach otoczenia poniżej zera, podane wartości naturalnie wzrosną do 50% wartości nominalnej. Dla każdego z osobno przyjętych warunków niestandardowych czas nagrzewania dobiera się metodą lutowania testowego.
Proces dokowania
Przed podłączeniem lutownicy do sieci należy ją umieścić w bezpiecznym miejscu, w którym nie będzie przeszkadzała w wykonywaniu czynności.
Następnie aparat jest mocowany i nakładane są na niego dysze o określonych rozmiarach.
Dopiero po wszystkich powyższych manipulacjach urządzenie jest podłączone do gniazdka.
Powinien przynajmniej się rozgrzać, za 10 - 15 minut.
Skąd wiesz, czy mechanizm jest gotowy do pracy? Zostanie to wskazane za pomocą wskaźnika świetlnego.
Najważniejszą rzeczą do zrozumienia dla laika jest:
wszystkie czynności należy wykonywać wyraźnie i powoli, a także postępować zgodnie z kolejnością swoich kroków.
Jeśli zamierzasz wykonać tego rodzaju pracę po raz pierwszy, aby lepiej zrozumieć proces, przećwicz na małych niepotrzebnych odcinkach rur.
Przestrzegaj podstawowej zasady lutowania produktów polipropylenowych - najpierw należy założyć złączkę na dyszę (w przypadku rur HDPE do doprowadzania zimnej wody), a dopiero potem rurę włożyć do innej dyszy.
Odliczanie rozpoczyna się po tym, jak obie części, które mają być połączone, znajdują się na spawarce. Czas potrzebny do stopienia produktu zależy od przekroju rury.
Upłynął określony czas? Zdejmij złączkę i rurę z dyszy i bardzo szybko zadokuj. Musisz również natychmiast wyrównać rurę wzdłuż żądanej osi.
Zapamiętaj! Polipropylen twardnieje w ciągu 4-6 sekund.
Ale nie musisz od razu zwalniać rur.
Połączenie należy trzymać ręką przez co najmniej 30 - 40 sekund.
Całkowite chłodzenie węzła in vivo występuje w ciągu 3 - 4 minut.
Aby mieć pewność, że plastik lub złącze spawane nie ulegną uszkodzeniu, nie pozwól, aby ostygły w nienaturalny sposób.
Zapamiętaj! Detale połączeń ogrzewane są od wewnątrz, a rury - od zewnątrz.
Tej zasady nie można zignorować. W przeciwnym razie połączenie będzie kruche i szybko się rozpadnie.
Lutowanie rur ze wzmocnieniem
Zastanówmy się, jak prawidłowo lutować wzmocnione rury polipropylenowe. Usunięcie materiału ochronnego jest tutaj obowiązkowe. Obecność warstwy zbrojonej (folii aluminiowej) w konstrukcji rury wymaga dodatkowego ogrzewania. Ale nie o to chodzi.
Zazwyczaj te produkty mają zbyt dużą średnicę i nie pasują do standardowych grotów lutownicy. Należy je wyczyścić przed procesem lutowania. Wyjątkiem są rury wzmocnione włóknem szklanym. Są lutowane w sposób standardowy.
Ze względu na różnorodność technologii wzmacniania rur polipropylenowych przed lutowaniem stosuje się różne metody przetwarzania. Tradycyjnie do zdzierania używa się noża.
Ta nazwa ma specjalne urządzenie w postaci metalowej tulei z nożami. Schweier nakłada się na końcową część lutowanej rury, a wzmocnioną warstwę zeskrobuje się ruchem obrotowym wokół osi rury w celu oczyszczenia plastiku.
Jeśli wzmocniona warstwa znajduje się w środkowej części ściany rury z tworzywa sztucznego, w tym przypadku rozsądniej jest użyć innego narzędzia do obróbki - obcinarki do rur z tworzywa sztucznego.
Urządzenie niewiele różni się od sever, za wyjątkiem umieszczenia i konstrukcji elementów tnących. Po obróbce za pomocą narzędzia do licowania, końcowa część rury jest wyrównana wzdłuż końca, a część wzmocnionej warstwy jest przycinana na głębokość 2 mm na całym obwodzie. Ta obróbka pozwala na lutowanie bez wad.
Istniejące metody spawania rur
Jak już się dowiedziałeś, aby spawać rury, potrzebujesz specjalnego sprzętu. Ale oprócz tego, że można je gotować w określonej temperaturze ogrzewania, istnieje również metoda łączenia na zimno. Nadszedł czas, aby poznać wszystkie istniejące metody spawania.
Rozproszony sposób
Najbardziej niezawodną spoinę uzyskuje się przy lutowaniu dyfuzyjnym. Metoda ma zastosowanie do łączenia tylko materiałów jednorodnych. Użyty sprzęt to ta sama lutownica z dyszami. Gdy nagrzanie narzędzia osiągnie określone parametry, krawędź rury i kształtki topi się. Podczas łączenia polipropylen obu półfabrykatów miesza się ze sobą i po zestaleniu powstaje jedna całość.

Metoda dzwonka
Podobny sprzęt jest używany do metody lutowania gniazd. Na lutownicy ustawia się określoną temperaturę nagrzewania, a dysze dobiera się w zależności od średnicy spawanych elementów. Rury są cięte pod kątem prostym, aw produktach wzmocnionych, na przykład do ogrzewania, dodatkowo usuwa się warstwę metalu. Łączone końce wkłada się do żelaznych dysz, gdzie ustawia się odpowiednią temperaturę grzania. Po stopieniu krawędzi dwa elementy obrabiane są łączone ze sobą bez zmiany ich położenia, aż do całkowitego schłodzenia szwu.
Metoda doczołowa
Metoda lutowania doczołowego ma zastosowanie do rur o dużej średnicy. Lutownica wyposażona jest w płaskie lustro spawalnicze. Po osiągnięciu zadanej temperatury lustro topi końce rur ścięte pod kątem prostym. Dwa półfabrykaty są dociskane do siebie przez specjalny mechanizm i dają czas na ostygnięcie. Szew spawalniczy zyskuje wytrzymałość mechaniczną poprzez zmieszanie polipropylenu z obu elementów i mocne dociśnięcie stopionych krawędzi.
Metoda spawania sprzęgającego
W tej metodzie do zgrzewania dwóch końców rur stosuje się specjalne wyposażenie - elektrozłącze. Wewnątrz złączki włóż dwa końce rury przeciętej pod równym kątem.Napięcie jest dostarczane z zasilacza do instalacji elektrycznej. Gdy temperatura nagrzania osiągnie optymalne wartości, obrabiane elementy są ze sobą spawane.
Metoda polyfuzyjna
Ta metoda jest podobna do metody lutowania rozproszonego. Różnica polega na tym, że tylko jeden z dwóch łączonych elementów jest ogrzewany lutownicą.
Zimny sposób
Zimne połączenie rur polipropylenowych nadaje się do rurociągów domowych o niskim ciśnieniu roboczym. Lutowanie odbywa się dzięki roztworze kleju. Przetwarzają krawędź rury i wnętrze kształtki, po czym części są łączone.

Wpływ błędów na jakość spawania
Powolne, przemyślane działania są gwarancją błędów, które mogą zniweczyć całą pracę. Należy wziąć pod uwagę wszystkie małe aspekty technologii lutowania i nie oddalać się od nich o krok.
Typowe błędy skutkujące uszkodzeniem węzłów zainstalowanej sieci wodociągowej z propylenu:
- Powierzchnia rury nie została oczyszczona z warstwy tłuszczu.
- Kąt cięcia współpracujących części różni się od wartości 90º.
- Luźne pasowanie końca rury do kształtki.
- Niedostateczne lub przeszacowane nagrzewanie się lutowanych części.
- Niecałkowite usunięcie zbrojonej warstwy z rury.
- Korekta położenia części po związaniu polimeru.
Czasami na materiałach wysokiej jakości nadmierne nagrzewanie nie daje widocznych wad zewnętrznych. Jednak odkształcenie wewnętrzne obserwuje się, gdy stopiony polipropylen zamyka wewnętrzny kanał rurowy. W przyszłości taka jednostka traci wydajność - szybko zatyka się i blokuje przepływ wody.
Jeżeli kąt cięcia części końcowych różni się od 90 °, w momencie łączenia części końce rur leżą w ukośnej płaszczyźnie. Powstaje niewspółosiowość części, która staje się zauważalna po zamontowaniu kilkumetrowej linii. Często z tego powodu trzeba ponownie wykonać cały montaż. Zwłaszcza jeśli rury układane są w rowkach.
Słabe odtłuszczenie współpracujących powierzchni przyczynia się do powstawania „wysp odrzucenia”. W takich miejscach zgrzewanie polifuzyjne nie występuje wcale lub jest tylko częściowo. Przez chwilę działają rury z podobną wadą, ale w każdej chwili może powstać podmuch. Częste są również błędy związane z luźnym dopasowaniem rury do kształtki.
Podobny wynik uzyskuje się dla połączeń wykonanych z niepełnym oczyszczeniem warstwy wzmacniającej. Z reguły rura ze zbrojeniem jest instalowana na liniach wysokiego ciśnienia. Resztki folii aluminiowej tworzą obszar bezkontaktowy w obszarze lutowania. Obszar ten często staje się kanałem, przez który wyciskana jest woda.
Rażącym błędem jest próba skorygowania spawanych elementów poprzez przewijanie po osi względem siebie. Takie działania drastycznie zmniejszają efekt zgrzewania polifuzyjnego. Niemniej jednak w niektórych miejscach tworzy się szew i uzyskuje się tak zwaną „przyczepność”. Przy niewielkiej sile zrywającej „przyczepność” utrzymuje połączenie. Jednak gdy tylko podłączysz połączenie pod ciśnienie, kolec natychmiast się rozpadnie.
Metody połączenia
Spawanie rur propylenowych odbywa się dwoma metodami - kielichem i doczołowo... Aby uniknąć błędów, musisz przestrzegać zasad, których przestrzeganie gwarantuje stworzenie mocnego szwu.
Typowe błędy w spawaniu gniazd
Zgrzewanie kielichowe rur PP łączy odcinki systemów z elementami o małej średnicy... Taki sposób łączenia, dostępny własnymi rękami nawet dla początkujących, jest uważany za bardziej stabilny i niezawodny niż zgrzewanie doczołowe, ponieważ sam jego charakter (rura jest umieszczona w kształtce) gwarantuje dużą wytrzymałość montażu; zastosowanie pomocnicze narzędzie do centrowania części nie jest wymagane.
W procesie spawania powierzchnie łączonych elementów (wewnętrzna - kształtka, zewnętrzna - rura) są podgrzewane i topione za pomocą zestawu do lutowania lub bez lutownicy za pomocą innego urządzenia grzewczego, montując podgrzane części (opuszczenie rury ) i czekając, aż urządzenie ostygnie.
Jak wybrać maszynę do zgrzewania rur z polipropylenu przeczytaj artykuł na naszej stronie internetowej.
Ważne jest, aby unikać następujących błędów:
- Niedostateczne wykończenie rury po włożeniu do kielicha przed nagrzaniem, co komplikuje montaż urządzenia i prowadzi do powstania słabego punktu.
- Przekroczenie wymaganej głębokości wsunięcia rury w kształtkę przed nagrzaniem, przyłożenie zbyt dużej siły. Krawędź rury obraca się do wewnątrz, przejście zwęża się, powstaje przeszkoda dla swobodnego przepływu wody.
- Brak zatrzymania elementów przylegających, przez co ich połączenie okazuje się zbyt słabe.
- Nadmierne nagrzewanie się elementów spowodowane wydłużeniem czasu nagrzewania lub zbyt wysoką temperaturą lutownicy. Występuje utrata niezbędnej sztywności części, co komplikuje lub uniemożliwia dalszy montaż.
- Niedogrzanie elementów stykających się z powodu niskiej temperatury urządzenia lub zbyt krótkiego czasu nagrzewania. Z tego powodu powierzchnie części nie stapiają się dostatecznie ze sobą, a w miejscu zgrzewania nie jest zapewniona wystarczająca szczelność.
- Zbyt długi odstęp czasu między wyjęciem elementów z nagrzewania a rozpoczęciem ich montażu, w wyniku czego temperatura elementów spada poniżej granicy przepływu lepkiego. Prowadzi to do niedostatecznego stopienia się elementów ze sobą lub niemożności montażu.
- Cięcie rury z naruszeniem prostopadłości końca osi podłużnej produktu. W rezultacie element nie przylega ściśle do wewnętrznego ogranicznika złączki.
- Niewłaściwe połączenie rury z kielichem prowadzi do odkształcenia połączenia, naruszenia równości i utraty szczelności.
Zaleca się skorzystanie z tabeli, aby określić dokładny czas nagrzewania i jak długo utrzymywać część.
Błędy podczas spawania rur polipropylenowych w gnieździe prowadzą do naruszenia integralności połączenia, prowadzą do powstania słabych stref w rurociągu, które są niszczone przez gwałtowny krótkotrwały skok ciśnienia. Te niedopatrzenia są korygowane za pomocą zestawu do naprawy rur.
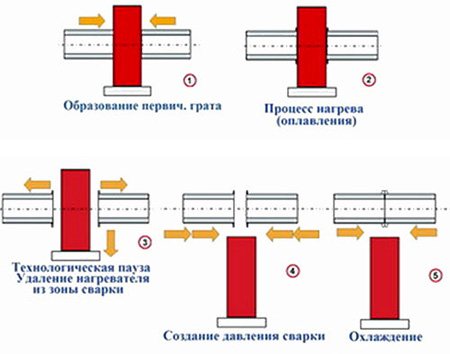
Technologia Butt
Zgrzewanie doczołowe rur polipropylenowych polega na doprowadzeniu ich krawędzi do stopienia za pomocą aparatu grzewczego, ściskaniu do całkowitego ostygnięcia szwu... Metoda nie wymaga stosowania pomocniczych elementów łączących, a przy zachowaniu technologii zapewniona jest duża wytrzymałość połączenia doczołowego. Kolejność prac jest następująca:
- okładzina;
- czyszczenie skrzyżowania;
- maszyna grzewcza;
- rozpływ;
- tworzenie ciśnienia zgrzewania;
- uspokajanie.
Zgrzewanie doczołowe polipropylenu stosuje się głównie przy montażu prostych odcinków rurociągów przemysłowych.
Wnioski i przydatne wideo na ten temat
Profesjonaliści zawsze muszą się wiele nauczyć. Jak pracować z polipropylenem można zobaczyć na poniższym filmie:
Instalowanie rurociągów polimerowych metodą lutowania na gorąco to wygodna i popularna technika. Jest z powodzeniem stosowany w instalacji komunikacji, w tym na poziomie gospodarstwa domowego. Ponadto osoby bez doświadczenia mogą stosować tę metodę spawania. Najważniejsze jest prawidłowe zrozumienie technologii i zapewnienie jej dokładnego wdrożenia. Sprzęt technologiczny można kupić niedrogo lub wypożyczyć.
sovet-ingenera.com
Lutownica do rur polipropylenowych
Do pracy wymaga:
- Ruletka i ołówek (marker) do zaznaczania części, poziom - do kontrolowania konstrukcji jako całości.
- Nożyczki do rur i skrobak do krawędzi spawanych części o potocznej nazwie „zdzieranie”. Zdejmowanie izolacji różni się przeznaczeniem i rodzajem: w cylindrycznych korpusach są golarki (czyszczenie krawędzi, fazowanie) i okładziny (docinają zbrojenie na głębokość lutowania), jest narzędzie z wiertłami do czyszczenia krawędzi rury.
- Lutownica do rur polipropylenowych.
- ŚOI: grube rękawiczki lub rękawiczki.
Ponadto do montażu obejm do rur na ścianach potrzebne będzie ogólne narzędzie konstrukcyjne: dziurkacz, młotek, śrubokręt.
Przygotowanie detali do lutowania
Prawidłowo zastosowana technologia spawania rur polipropylenowych to tylko 50% sukcesu. Przed lutowaniem obrabianych przedmiotów należy je przygotować.
Instrukcja jest dość prosta i składa się z kilku zaleceń:
- Prace rozpoczynamy od zmierzenia wymaganej długości rury wraz z zaznaczeniem nacięcia. Kawałki rur wycina się według znaków naniesionych ostrymi nożyczkami. Dla wygody kolejności lokalizacji, na przykład w systemie grzewczym, można je oznaczyć markerem, aby się nie pomylić.
- Krawędzie wzmocnionych rur czyści się maszyną do szycia. Za pomocą tego narzędzia usuwa się górną i metalową warstwę rury, w przeciwnym razie folia ostatecznie zniszczy miejsce lutowania. Rury wzmocnione włóknem szklanym nie wymagają zdejmowania izolacji.

- Krawędzie rury i wnętrze kształtki odtłuszcza się roztworem alkoholu i sprawdza pod kątem uszkodzeń lub zabrudzeń. Znacznik na rurze oznacza głębokość jej wsunięcia w kształtkę. Podczas lutowania ten znak będzie służył jako ogranicznik.

Po przygotowaniu wszystkich części możesz włączyć lutownicę i rozpocząć lutowanie rurociągu.
Jak wybrać lutownicę do rur polipropylenowych i innych narzędzi
- Za niewielką ilość pracy (naprawa DIY) można kupić najtańsze lutownice - wystarczą na 2 ... 3 lutowia. Lepiej jest wziąć wysokiej jakości podkładki teflonowe do części grzewczych.
- Do użytku profesjonalnego tani model się nie sprawdzi. Do dużych ilości lutowania potrzebna jest tylko profesjonalna spawarka z dużym zestawem wysokiej jakości padów.
- Nożyce. Profesjonalne nożyczki zapewniają prawie proste, prostopadłe cięcie, ale są drogie. Lepiej jest je kupić do rur o średnicy 40 mm, których lutowanie wymaga maksymalnej zgodności z ogólnymi wymiarami i jakością. Proste, niedrogie nożyczki prawie nigdy nie dają idealnej płaszczyzny - podczas ich używania rura jest cięta pod kątem 10 ° ... 15 ° względem idealnego cięcia. W przypadku małych średnic nie jest to przerażające: rury o małej średnicy i cienkiej ściance wystarczająco dobrze się nagrzewają, ugięcie nie wpływa na lutowanie.
- Narzędzie do ściągania izolacji. Musi go mieć profesjonalny hydraulik. Domowy rzemieślnik, który lutuje plastikowe rury o maksymalnej średnicy 25 mm, może się bez tego obejść.
Przygotowanie rur
Przed rozpoczęciem pracy rury polipropylenowe należy ostrożnie przeciąć specjalnymi nożyczkami, piłą do metalu lub obcinakiem do rur.
Wszystkich tych narzędzi można używać do cięcia pustych przedmiotów.
Piłowanie należy wykonywać wyłącznie pod kątem prostym.
W przeciwnym razie podczas dokowania pojawią się puste przestrzenie, co doprowadzi do spadku ciśnienia w systemie.
Następnym krokiem jest oczyszczenie rury z gruzu i fazowanie od zewnątrz.
Odbywa się to za pomocą ukosowarki pod kątem 30 - 45 stopni. Rury o małym przekroju nie podlegają tej procedurze.
Montaż rur polipropylenowych
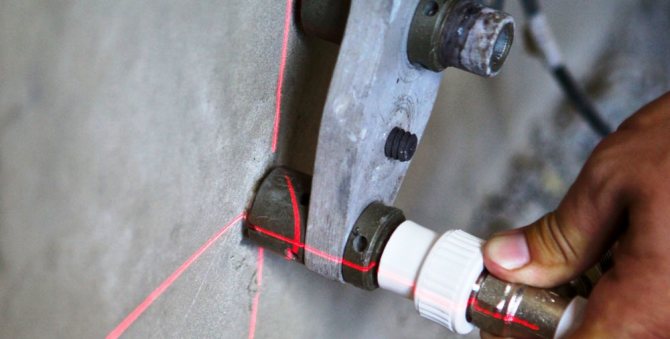
Przed zainstalowaniem rurociągu zaznacz miejsca jego mocowania, zainstaluj zaciski - operacja ta jest wykonywana przed lutowaniem rur polipropylenowych.
Przygotuj części do lutowania:
- Rura jest zawsze cięta z marginesem na strefy lutowania (patrz tabela) dla określonego przekroju. Części nigdy nie są wycinane od razu. W trakcie pracy zawsze narasta błąd pomiaru. Jeśli uszanujesz wymiary, nie odbiegniesz zbytnio od planowanych wymiarów, ale możesz zgromadzić 1 ... 2 dodatkowe centymetry (zarówno negatywnie, jak i pozytywnie). Wskazane jest, aby w przypadku odchyleń miejscowych zrobić margines: podczas lutowania konfiguracja układu może ulec zmianie, przez co zmieniają się wymiary lutowanej konstrukcji.
- Przygotowane części są czyszczone.
- Na częściach naniesione są znaki: zaznaczają głębokość lutu na rurze (jak daleko rura wejdzie do kształtki) oraz oś połączenia - poziome oznaczenia na obu elementach, które powinny pokrywać się podczas montażu. Zawsze zaznaczaj części - to znacznie upraszcza pracę, szczególnie podczas instalowania złożonych konstrukcji z wieloma zwojami.
Jak lutować rury polipropylenowe:
- Załóż swoje rękawiczki.
- Oba elementy łączące są jednocześnie instalowane na rozgrzanej lutownicy i podgrzewane przez określony czas.
- Po rozgrzaniu części są wyjmowane z poduszek i łączone znakami, wkładając jedną w drugą. Po wyjęciu rozgrzanych części z lutownicy w celu podłączenia i zamocowania masz 1-2 sekundy. Pracuj pewnie i ostrożnie, aby się nie poparzyć (patrz punkt 1).
- Następnie należy utrzymywać połączenie do czasu jego stwardnienia (czas - patrz tabela).
- Dalsze lutowanie z nowo zgrzanym obszarem jest możliwe po ostygnięciu urządzenia. Jeśli nie wytrzymasz czasu chłodzenia, możliwe jest odkształcenie wcześniej lutowanych części.
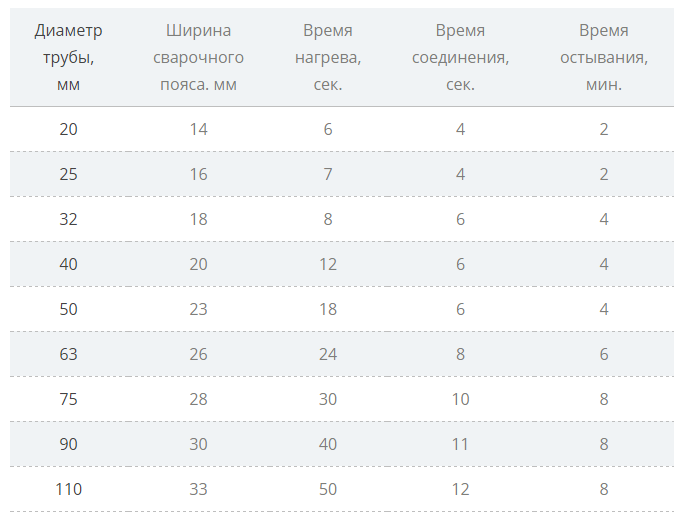
Tabela 1. Czas nagrzewania, przetrzymywania i chłodzenia rur i kształtek polipropylenowych.
| Średnica zewnętrzna rury, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Strefa lutowania: odległość od krawędzi elementu (pola lutowniczego) do oznaczenia, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Czas nagrzewania części, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Czas utrzymania połączenia, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Czas chłodzenia (do lutowania sąsiednich połączeń), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
WAŻNY! Dane czasowe dla różnych materiałów mogą się różnić w zależności od czystości materiału rury, obecności wzmocnienia i innych aspektów, aż do temperatury pokojowej. Ale te odchylenia są wyraźnie widoczne tylko na rurach o dużej średnicy. W przypadku małych wymiarów czas będzie różny maksymalnie o 1 ... 1,5 s. Jeśli coś Ci nie wychodzi lub robisz to pierwszy raz to możesz dokupić kilka najprostszych kształtek (złączek), obciąć kilka rur (kilka sztuk po 7 ... 10 cm) i sprawdzić jak materiał reaguje na ogrzewanie i podłączenie.
Funkcje i przydatne wskazówki dotyczące spawania rur polipropylenowych własnymi rękami dla początkujących
Jeśli chcesz naprawić rurociąg w swoim domu, nie spiesz się, aby się zdenerwować. Nie ma potrzeby wzywania specjalistów o pomoc. Samodzielne spawanie rur polipropylenowych jest możliwe, jeśli przestrzegasz pewnych zasad i instrukcji. Cechy tego typu połączenia są wyrażone w następujący sposób:
- Niski koszt w porównaniu do metalu.
- Długa żywotność, prawie jak w przypadku konstrukcji metalowych (niektórzy producenci deklarują żywotność swoich produktów na kilka dziesięcioleci).
- Odporny na korozję.
- Szybki montaż. Możesz szybko samodzielnie złożyć rurociąg. Jeśli pracujesz z partnerem, czas spędzony na pracy będzie jeszcze krótszy.
- Umiejętność „złożenia” rurociągu dla początkującego bez doświadczenia, przestrzegając zaledwie kilku podstawowych zasad.
- Lekki polipropylen i jego analogi.
W dziedzinie spawania termin „rury polimerowe” odnosi się do wszelkich rur wykonanych z różnych rodzajów tworzyw sztucznych: polietylenu, polipropylenu, propylenu i tak dalej. Różnią się składem chemicznym i sposobem przygotowania, ale nie ma znaczących różnic w metodach ich łączenia.
Poniżej instrukcja obsługi narzędzi niezbędnych do zgrzewania tworzyw sztucznych, wskazano, jak stosować lutownicę do rur polipropylenowych, która jest typowa dla pracy z polimerami oraz lutownicą do zgrzewania tworzyw sztucznych.
Spawanie polipropylenu DIY: narzędzia potrzebne do pracy
Zanim zaczniesz, musisz kupić:
Rurociąg biegnący w bezpośrednim sąsiedztwie (około 50 cm lub mniej) od źródeł ciepła, na przykład kotła grzewczego, musi być metalowy. Ponadto metal jest połączony z polipropylenem za pomocą adapterów.
Stopnie lutownicze
Przed przystąpieniem do podłączania rurociągu zalecamy trochę poćwiczyć. Dla tego:
- Wykonaj rury o odpowiednim rozmiarze, w razie potrzeby używając plastikowych nożyczek.
- Oczyść je z zadziorów, kurzu, brudu i innych obcych substancji, odtłuść powierzchnię krawędzi.
- Markerem zaznacz miejsce, które będziesz topić (miejsce na okucie), w przypadku gdy wykonujesz łącznik metodą łączenia
- Przymocuj lutownicę do rur do stołu. Sposób użycia lutownicy do rur polipropylenowych określonego modelu jest wskazany w jej instrukcji.
- Wybierz potrzebne dysze, zamocuj je na maszynie do spawania rur HDPE.
- Ustaw żądaną temperaturę zgodnie z poniższą tabelą. Średnia temperatura ogrzewania wynosi około 260-270 stopni.
- Gdy urządzenie się nagrzeje (zwykle świadczą o tym zgaszone lampy po 2-3 minutach), należy nałożyć rurkę i złączkę na dysze i przytrzymać wymagany czas zgodnie z instrukcją lub zgodnie z poniższą tabelą. Jeśli spawarka do produktów HDPE nagrzewa się przez dłuższy czas, musisz wytrzymać więcej czasu. Jeśli temperatura w pomieszczeniu jest niższa niż +20 stopni, należy wydłużyć czas ogrzewania. Przy niewystarczającym ogrzewaniu będziesz mógł lutować, ale produkt będzie słabej jakości. Te same konsekwencje będą miały miejsce w przypadku przegrzania części. Można to zobaczyć, gdy część staje się zbyt miękka.
- Szybko wyjmij części z nasadek i połącz je ze sobą. Nakładamy niewielki wysiłek, nie naciskamy mocno ani nie obracamy elementów. Niektórzy specjaliści od spawania gniazdowego pozwalają na bardzo małe obroty, ale tylko w celu „wprowadzenia” jednej części w drugą.
- Poczekaj kilka sekund i połączenie jest gotowe.
- Ochłodzić produkt, pozostawiając go nieruchomo. Będzie to dodatkowa gwarancja jakości produktu.
Tabela stosunku wskaźników czasu lutowania w zależności od rozmiaru rury, wymaganego czasu połączenia i chłodzenia.
| Objętość rury (patrz) | Czas nagrzewania (sek.) | Czas zgrzewania (sek.) | Czas chłodzenia po spawaniu (minuty) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Samodzielne spawanie polipropylenu: przydatne wskazówki
- Jeśli w trakcie pracy części nie zostaną prawidłowo przylutowane, nie będzie już można ich rozdzielić. Aby naprawić produkt niskiej jakości, musisz wyciąć całą sekcję szwem i zrobić nowy. Jeżeli lutowanie zostało przeprowadzone za pomocą złączek, ich ponowne użycie w przypadku wady jest niedopuszczalne, ponieważ są one przeznaczone do jednorazowego użytku.
- Główne rodzaje połączeń plastikowych: tyłek i rękaw. W przypadku zgrzewania doczołowego rury są ze sobą lutowane poprzez stopienie końców każdego z elementów i ich wzajemne wtopienie. Metoda łączenia charakteryzuje się tym, że rury są łączone za pomocą specjalnych adapterów - kształtek.
- Jeśli nie zamierzasz systematycznie naprawiać lub montować rurociągu, nie musisz kupować lutownicy. Możesz skorzystać z wypożyczalni lub pożyczyć ją od znajomych. Jeśli mimo wszystko zdecydujesz się kupić urządzenie dla siebie, zaleca się, aby nie przepłacać za modele z termostatem, ponieważ do zwykłej pracy w domu zwykle potrzebny jest tylko jeden wskaźnik temperatury.
- Podczas lutowania za pomocą kielicha złączkę najpierw nakłada się na dyszę, a następnie na rurę. Musisz zacząć liczyć czas, kiedy obie części zostaną założone na nasadki.
- Nie chłodzić gotowej spoiny zimną wodą lub zimnym powietrzem. Musi sam się ochłodzić, bez wpływów zewnętrznych.
- Praca z tworzywem sztucznym przebiega zgodnie z regułami, jeśli na złączkę powstaje nieznaczny „napływ” jego części.
- Jakość połączenia można sprawdzić przecinając rurę na pół na szwie. Jeśli zrobiłeś wszystko poprawnie, szew w kroju powinien być solidny, równy, bez pustek.
Tak więc spawanie rur polipropylenowych zrób to sam jest łatwe, jeśli przestrzegasz pewnych zasad i określonej procedury. Dla początkujących główną zaletą pracy z tego typu rurami jest ich niski koszt. Pozwala to „złapać rękę” przed głównym spawaniem, gdyż możesz sobie pozwolić na zniszczenie kilku rur polipropylenowych. W przypadku plastiku nie ma potrzeby kupowania dodatkowego wyposażenia ochronnego, nie ma potrzeby starannego przygotowania miejsca pracy. Wystarczy zadbać o nieobecność obcych, czystość i porządek.
svarkaed.ru
Niedokończone i zlutowane
Ponowne stopienie występuje, gdy części są nadmiernie naświetlone na poduszkach grzewczych. W efekcie otrzymujemy:
- Zmniejszenie średnicy wewnętrznej rury.
- Odkształcenie złącza podczas chłodzenia, odchylenie rury od poziomu lub pionu.
- Kiedy próbujesz naprawić połączenie rękami, części mogą się przewijać (są bardzo gorące, chłodzą przez długi czas, nie lutują), w wyniku czego lutowanie może okazać się słabej jakości - wyciek.
Przegrzanie występuje, gdy części są niedogrzane. Skutki niedostatecznego dawkowania są również negatywne:
- Części nie są uwzględnione w połączeniu.
- Ponowne podgrzanie może prowadzić do niepożądanych odkształceń części, co może prowadzić do nieszczelności.
- Przy niewielkim prześwicie powstaje najgorsza sytuacja: części wchodzą do złącza, ale nie tworzą szczelnego połączenia. Przy takim podcięciu rura wchodzi do kształtki, ale nie płynnie, bez poślizgu, z lekkim wciskaniem.
Jak dobrać temperaturę i czas nagrzewania?
Możliwe jest lutowanie polipropylenu w temperaturze 255–265 ° C, ale za optymalną uważa się 260 ° C. Takie parametry posiada każda lutownica bez regulatora temperatury. Jednak na jakość lutowania wpływa temperatura otoczenia. W zimnym pomieszczeniu z długimi przerwami między lutowaniem temperatura dyszy może różnić się mniej niż podana. Rozwiązaniem jest wydłużenie czasu nagrzewania o 1–2 sekundy. Odwrotna reakcja zachodzi w pomieszczeniu o podwyższonej temperaturze. Aby prawidłowo zgrzać złącze w każdych warunkach, lepiej wybrać lutownicę z regulatorem temperatury.
Należy pamiętać, że czas nagrzewania zależy od średnicy rury. Ponadto ważne jest, aby znać czasy łączenia i chłodzenia złącza. Aby określić wszystkie te parametry, istnieje specjalna tabela. Kierują się jego danymi przed rozpoczęciem lutowania półfabrykatów polipropylenowych.
Temperatura zgrzewania rur polipropylenowych (tabela).
Łączenie rur w trudno dostępnych miejscach i spawanie skomplikowanych konstrukcji
Takie struktury obejmują:
- instalacja liczników;
- podłączenie do podgrzewacza wody;
- dystrybucja do sąsiednich konsumentów;
- lutowanie w ciasnych przestrzeniach.
Więcej szczegółów:
- Podczas lutowania rur do licznika należy wziąć pod uwagę jego wymiary: wodomierz w mieszkaniu ma większy rozmiar niż rura. Jeśli najpierw zaakceptujesz rury, trudno będzie zainstalować samo urządzenie - nie będzie miało wystarczająco dużo miejsca.
- Podgrzewacze wody mają skomplikowane orurowanie. W warunkach małych mieszkań należy zachować ostrożność przy obliczaniu rur. Zawsze zaznaczaj dla siebie miejsca, w których nie będziesz mógł korzystać z lutownicy - tutaj będziesz musiał przylutować połączenia „na podłogę”, a następnie dopasować je wzdłuż ściany i urządzenia.
- Pobliskie urządzenia stwarzają wiele problemów: lutowanie jest opóźnione w czasie, ponieważ spiętrzenie rur zakłóca proces, wydłuża się czas oczekiwania na chłodzenie połączeń lutowanych. Musisz wyraźnie pomyśleć o kolejności, w jakiej połączysz wszystkie części, aby nie przeszkadzały po lutowaniu sąsiednich elementów.
- Lutowanie w ciasnych warunkach zajmuje więcej czasu, aby dowiedzieć się, jak dotrzeć do złącza, niż sam proces spawania. Dlatego nawet jeśli musisz przylutować 2 ... 3 węzły, dokładnie rozważ wszystkie opcje. Wskazane jest, aby mieć pomocnika, który będzie karmił lub podnosił lutownicę.
- Lutowanie w rowkach. W punktach lutowniczych stroboskop należy poszerzyć i pogłębić, aby można było włożyć do niego lutownicę. Stroboskop w sąsiednich łukach i złączach również powinien być szerszy, aby rura miała rezerwę mocy po wyjęciu z lutownicy.
Interesujące: jaka jest różnica między spawaniem rur a lutowaniem twardym
Zasadniczo proces nie różni się między tymi operacjami: łączone części są podgrzewane do momentu, w którym można je skleić i uzyskać szczelne połączenie. Lutownica jest często nazywana spawarką - to również jest poprawne. Jednak pojęcie „spawania rur polipropylenowych” jest stosowane bardziej do przemysłowego lutowania rurociągów o dużej średnicy w obiektach użyteczności publicznej (zgrzewanie doczołowe).
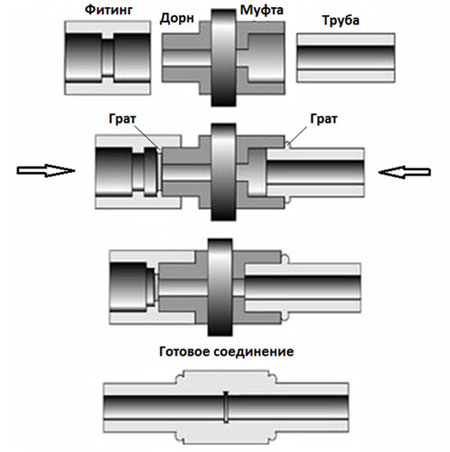
Nieco inną konstrukcję mają duże lutownice. Praca przebiega w następujący sposób:
- Rury przeznaczone do zgrzewania umieszczane są w urządzeniu centrującym (prowadnicy), chronionym specjalną tarczą, która zapewnia płaskość i równoległość czyszczonych krawędzi. Po wyjęciu tarczy sprawdzana jest powierzchnia styku - rury muszą idealnie pasować.
- Pomiędzy rury wkłada się dysk grzejny, mocuje się do niego części rurociągu i podgrzewa.
- Element grzejny jest zdejmowany, rury są układane jeden do jednego i zgrzewane do połączenia.
- Po ostygnięciu złącza (wymagane odsłonięcie), konstrukcja prowadnicy jest usuwana.
stroikadialog.ru
Możliwe błędy popełnione przez początkujących
Częstym błędem jest niewystarczające wejście rury do łącznika.
Jest to obarczone tworzeniem się wirów, które są słabym punktem systemu.
Kiedy płynna substancja przepływa przez rury, ciśnienie spada.
Innym niedopatrzeniem jest to, że podczas podłączania rury do złączki nie wolno stosować nadmiernej siły.
W wyniku takich nieprawidłowych działań wewnątrz rury powstaje wypukłość.
Zakłóci to normalny ruch substancji roboczej nad wydrążonym przedmiotem.
Jeśli chcesz niezależnie łączyć rury polipropylenowe za pomocą spawania, Twoje działania powinny być jak najdokładniejsze.
Ponieważ konieczne jest uzyskanie optymalnego ogrzewania i szybkiego łączenia części (przeczytaj, jak podłączyć rury HDPE własnymi rękami tutaj).
Każde opóźnienie jest wynikiem uszkodzenia materiału lub nieszczelności połączenia.
Obejrzyj film, który pokazuje, jak prawidłowo spawać rury polipropylenowe.
Subskrybuj aktualizacje przez e-mail:











